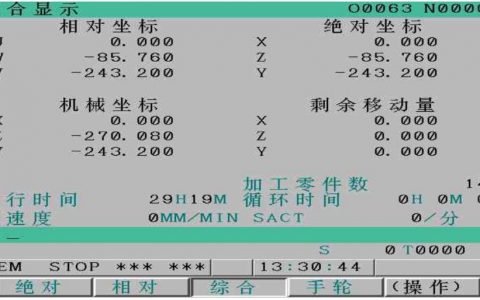
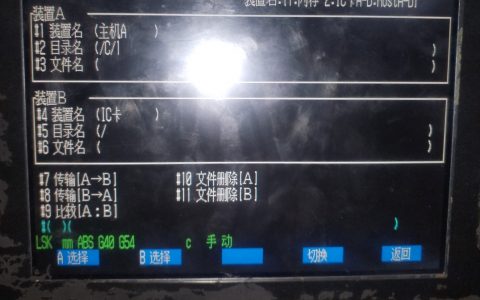
KND凯恩帝|加工中心系统操作入门




































问答社区 发起问答 报警查询 技术文章 维修服务 资料下载 加交流群 申请 VIP
本文转载来自【公众号:数控技术笔记】,仅供大家学习交流,如侵权请联系站长删文。
【KND凯恩帝】 【数控编程】 【网络转载】
赞 (8)
打赏
 微信扫一扫
微信扫一扫
 支付宝扫一扫
支付宝扫一扫
微信扫一扫
支付宝扫一扫
生成分享图片
扫码分享到微信
学习数控车加工编程,搞懂这12个指令代码是关键
« 上一篇
2022-03-09 12:02
西门子 | 如何解决加工过切问题?
下一篇 »
2022-03-11 15:18