大字切割技巧(一)——浮雕教程
如何增加文字切割焊点?
在切割有机玻璃大字过程中,已经切掉的废料块或文字容易飞崩,造成文字边缘不光滑,也容易引起憋刀现象。避免这种现象的一种方法是使用泡沫胶将有机玻璃材料紧紧的粘在雕刻机台面上,另外一种方法是使用吸附装置将切掉的字块吸在台面上,这也是目前最常用的两种解决方法。
JDPaint V4.05软件提供了一种新的解决方法,这种方法十分简单,它在切割路径的中间增加一个或两个不切透的路径段,起到固定有机字块的作用,防止字块飞崩。在软件中,我们把这几个特殊的路径位置称为切割焊点。下面,我们举例介绍一下这种方法的使用过程。
1.切割的基本要求
本例要求的的切割条件如下:

[平底] JD-4.0 的双刃平底铣刀的几何参数及切割有机玻璃字的工艺参数如下:

2.切割的过程
有机大字的切割过程包括下面五个步骤:
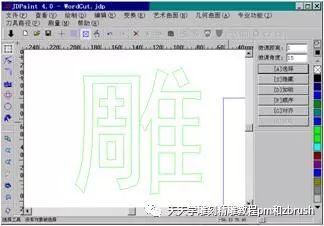
第一步: 设计文字
启动JDPaint V4.05软件,进入文字状态,输入“雕”字,并将字体调整为“黑体”,文字大小为125x125见方,如下图所示:
第二步:计算切割路径
选择文字,点击“刀具路径::轮廓切割”功能,系统弹出对话框,将对话框的参数设置为下图所示:
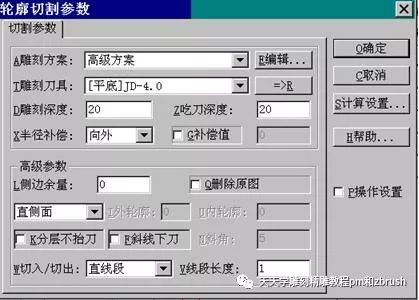
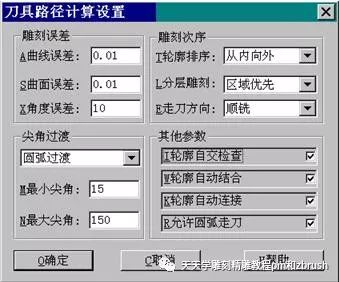
点击对话框中的[S计算设置]按钮,将参数设置为下图所示:
确认下面这些参数设置是否正确:
[刀具] = Φ4的平底铣刀,如果刀具库中没有Φ4的平底铣刀,请首先新建一把相同型号的刀具;
[雕刻深度] = 20.0 ,[吃刀深度] = 20.0 ;
[切入切出方式] = 直线段,[线段长度] = 1.0;
[轮廓排序] = 从内向外;
[走刀方向] = 顺铣;
[允许使用圆弧走刀] = √
点击[确定]按钮,生成刀具路径,如下图所示:

第三步:增加切割焊点
选择刀具路径,点击“刀具路径::刀具路径变换”功能,系统弹出路径变换对话框,将变换方式切换到“切割焊点”方式,设置参数,如下图所示:
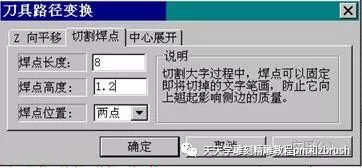
切割焊点的长度一般是刀具直径的2倍,焊点的高度一般是0.5-1.5之间,如果材料装卡比较平整,采用比较小的高度,如果材料不够平整,采用比较大的高度,焊点高度一般不能超过刀具半径。焊点位置有“末点”、“中点”、“两点”三种方式,其中“两点”固定的方式最可靠。
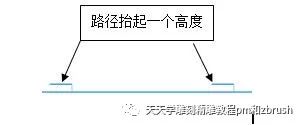
点击[确定]按钮,系统将变换原有的切割路径,在上面增加一个或两个切割焊点,如下图所示:
未完待续。。。。。。
欣华浮雕圆雕实战班开课啦!
学校常年开设北京精雕浮雕设计班,ZBrush3D建模立体圆雕设计班,FreeForm电脑雕刻笔高级特训班,3d打印/三维 扫描班,Powermill2017五轴加工班,板式家具班,CAD家具设计班。
详情浏览:http://www.xhfdpx.com/(欣华浮雕官方网站)
http://www.diaokejiaocheng.com(中国雕刻教程网)

关注 天天学雕刻 (ID:xhdkjt,微信添加朋友中的“公众号”菜单搜索“xhdkjt”可关注)查阅历史信息可看。 返回搜狐,查看更多
责任编辑: