刀具终端用户:来自希普思在叶轮加工中的实际案例分享
客户 Lao A 是希普思的终端用户,目前正在进行叶轮加工项目的推进工作。
项目推进过程中,客户 Lao A 遇到以下一些问题:
整体叶轮尺寸较大,形状比较复杂,叶片的扭曲大,极易发生加工干涉,最大处刀具悬深达280mm,刀具刚性不足,刀具磨损较快,频繁换刀,加工时还需考虑让刀,加工时间过长,加工效率较低等等。

项目描述
叶轮尺寸:1200*600mm
机床主轴:HSK63A
整体叶轮加工时间:45天
刀具预算(占加工费用比例):15%
叶轮尺寸:1200*600mm
机床主轴:HSK63A
整体叶轮加工时间:45天
刀具预算(占加工费用比例):15%
分析
作为您身边的刀具应用顾问,希普思工程师多次调研,勘察实际加工状况,具体问题具体分析,总结出以下要点:
加工过程去除主要加工余量,直接影响着加工的效率和质量,提高开粗加工的效率和质量对整个叶轮的加工具有重要意义。叶轮流道部分的加工余量并不随着叶轮型线均匀分布,切削过程中切削深度不断变化,刀具受力变化较为剧烈,大大缩短了刀具寿命,降低了加工质量,加工效率无法明显提升。
解决
为了提升加工效率,减小加工干涉,节省成本,并解决一系列的加工难题。
希普思提供以下解决方案:
1,采用梦幻系列刀具来加强整体刚性,减少震动,减小干涉。梦幻系列刀具最长悬深可达400mm,高刚性,灵活方便,减小干涉,抗震动。
2,流道粗加工:针对流道的曲面及间隙,选择SD刀片进行粗加工。SD系列刀片具有快进给、高耐磨、四刃切削等特点,十分适合加工不锈钢、钛合金等。
此案例中,选用以下刀具组合:
梦幻基础柄+梦幻螺纹杆+SD13可换头+SD13刀片

加工参数:
刀具直径66
S=330
F=1200
AP=1.5
单刃切削时间=4小时
3,半精加工:针对流道的曲面及间隙,选择XC06刀片进行半精加工。XC06系列刀片具有一刀多用,软硬通切,粗精兼容,高进给,高性价比等特点。
此案例中,选用以下刀具组合
梦幻基础柄+梦幻螺纹杆+XC06可换头+XC06刀片

加工参数:
刀具直径20
S=600
F=1800
AP=0.5
单刃切削时间=6小时
4,精加工:防止工件干涉,提升加工效率,选择RO球刀片进行精加工。RO系列刀片具有超高效率,超高寿命等特点。

此案例中,选用以下刀具组合
梦幻基础柄+梦幻螺纹杆+RO08可换头+RO08刀片

加工参数:
刀具直径16
S=3000
F=1800
AP=0.2
单刃切削时间=28小时
以下为实际加工的视频展示
总结
经过此次的刀具优化后,在实际的加工过程中,有效地避免了干涉,增强了刚性,而且不用考虑让刀,效率得到明显的提升。
加工时间从原来的45天,缩短到16天

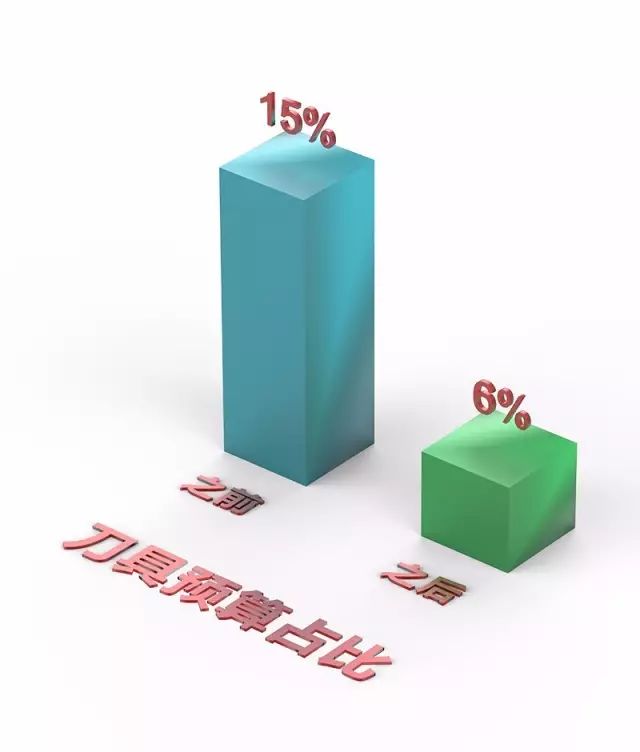
刀具预算费用从原来的15%,缩短到6%
综合效率提升280%

结论
从实际的加工效果来看,经过优化后的刀具配置,减少了更换刀具的次数及时间,减少了操作者的劳动强度,并使得叶轮加工效率得到了质的飞跃,而加工成本也得到了有效降低。经过多次的操作,本篇所描述的案例已经非常成熟,因此,我们认为,可以将此方案在行业内大范围应用,以促进行业发展!
《刀具界》2017第11期欢迎刊登广告
广告截止:2017年12月25日
 返回搜狐,查看更多
返回搜狐,查看更多
责任编辑: