冲压模具常用标准与中英文对照表
2022-06-17 20:00
来源:
机器人的秘密探索
发布于:山西省
戳模具人杂志关注模具行业第一微信平台
点击阅读 👉 模具的二次脱模,这次搞懂了!
一: 这个产品的模具设计没法脱模,怎么搞?
二: 脱模斜度搞不好,模具再好也脱不掉!
三:模具的推块脱模其实真不难!
四: 模具滑块(行位)结构,搞懂了轻松脱模!
我国已颁布的冲模技术标准见表
| 分类 | 标准名称 | 标准代号 |
| 基础工艺质量 | 1)冲模术语2)冲压件尺寸公差3)冲压件角度公差4)冲压件形状和位置未注公差5)冲压件未注公差尺寸极限偏差6)冲裁间隙7)冲模技术条件8)金属冷冲压件 结构要素9)金属冷冲压件 通用技术条件10)精密冲裁件 通用技术条件 | GB/TJB/T 4378.1-1999JB/T 4378.2-1999 |
| 11)金属板料拉深工艺设计规范12)冲压剪切下料 未注公差尺寸的极限偏差13)高碳高合金钢制冷作模具显微组织检验14)冲模用钢及其热处理技术条件 | ||
| 模架 | 1) 冲模滑动导向模架2) 冲模滚动导向模架3) 冲模滑动导向钢板模架4)冲模滚动导向钢板模架5)冲模模架零件技术条件6)冲模模架精度检查7) 冲模模架技术条件 | GB/T2851—2008GB/T2852—2008JB/T 7181.1~7181.4-1995JB/T 7182.1~7182.4-1995 |
| 零部件 | 1) 冲模滑动导向模座(上模座)2)冲模滑动导向模座(下模座)3) 冲模滚动导向模座(上模座)4) 冲模滚动导向模座(下模座)5) 冲模模板6) 冲模单凸模模板7) 冲模导向装置8) 冲模模柄9) 冲模导正销10) 冲模侧刃和导料装置11) 冲模挡料和弹顶装置12) 冲模卸料装置13) 冲模废料切刀14) 冲模限位支承装置15)冲模零件技术条件16) 冲模 圆柱头直杆圆凸模17) 冲模 圆柱头缩杆圆凸模18)冲模 60°锥头直杆圆凸模19)冲模 60°锥头缩杆圆凸模20)冲模 球锁紧圆凸模21)冲模圆凹模 | GB/T2855.1-2008GB/T2855.2-2008GB/T2856.1- 2008GB/T2856.2- 2008JB/T 7643.1~7643.6-2008JB/T 7644.1~7644.8-2008JB/T 7645.1~7645.8-2008JB/T 7646.1~7646.6-2008JB/T 7647.1~7647.4-2008JB/T 7648.1~7648.8-2008JB/T 7649.1~7649.10-2008JB/T 7650.1~7650.8-2008JB/T 7651.1~7651.2-2008JB/T 7652.1~7652.2-2008 |
设计冲压模具还应该执行和采用国家基础标准有:公差与配合标准;形状与位置公差;
表面粗糙度标准;机械制图标准;尺寸及尺寸系列。
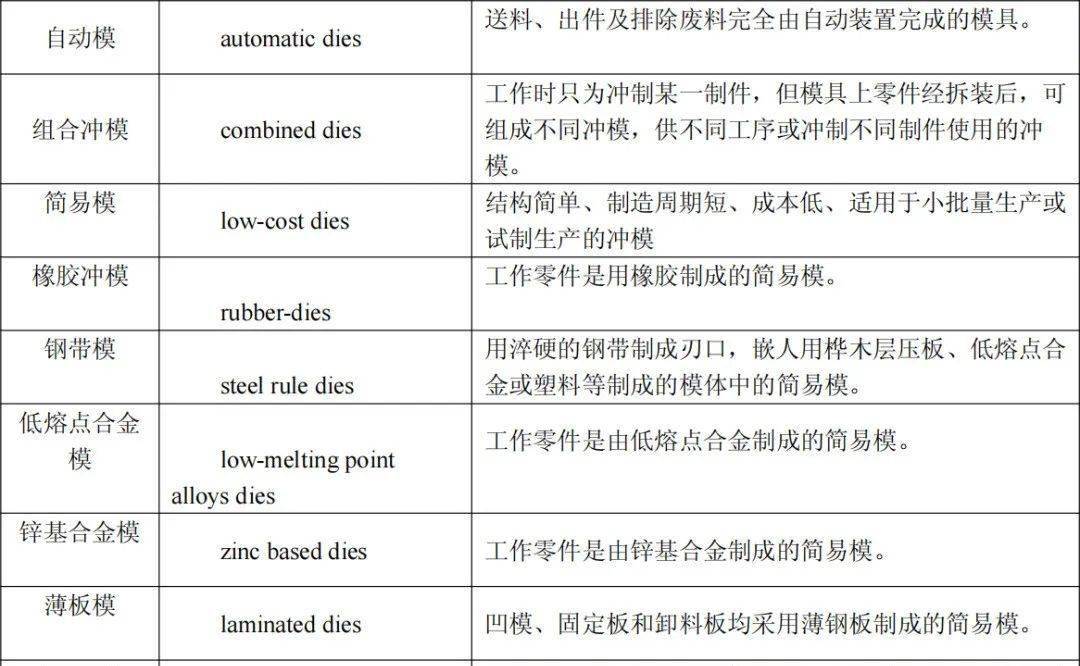
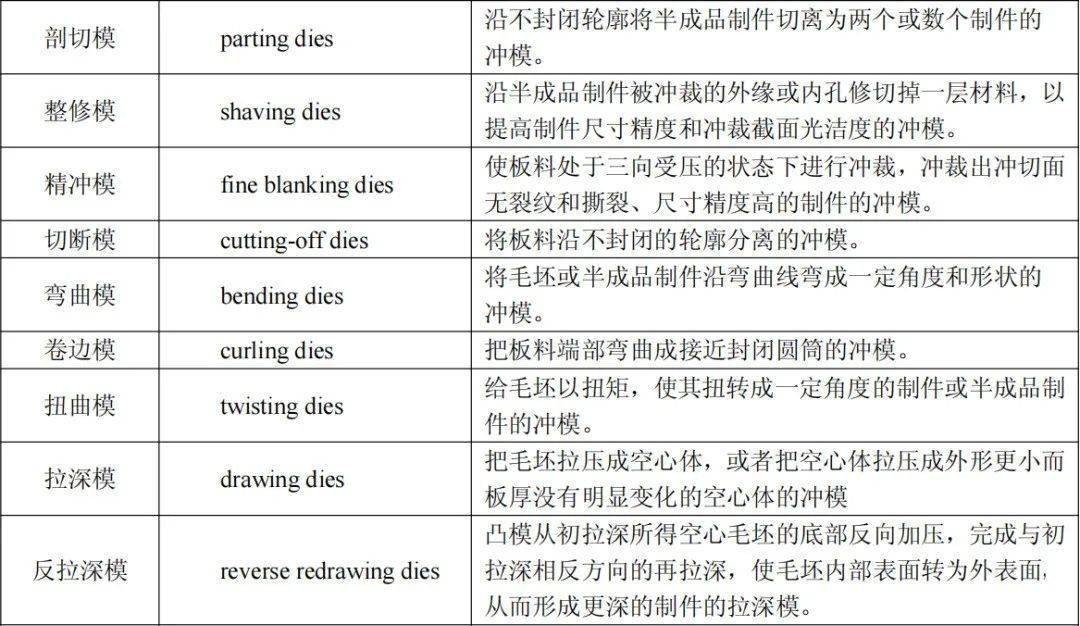
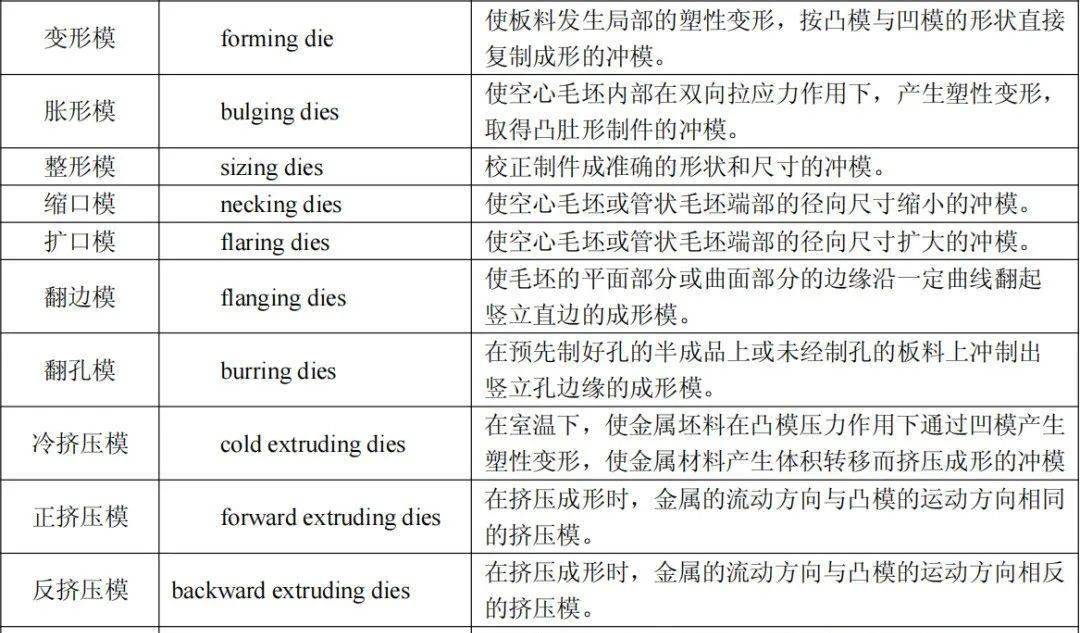
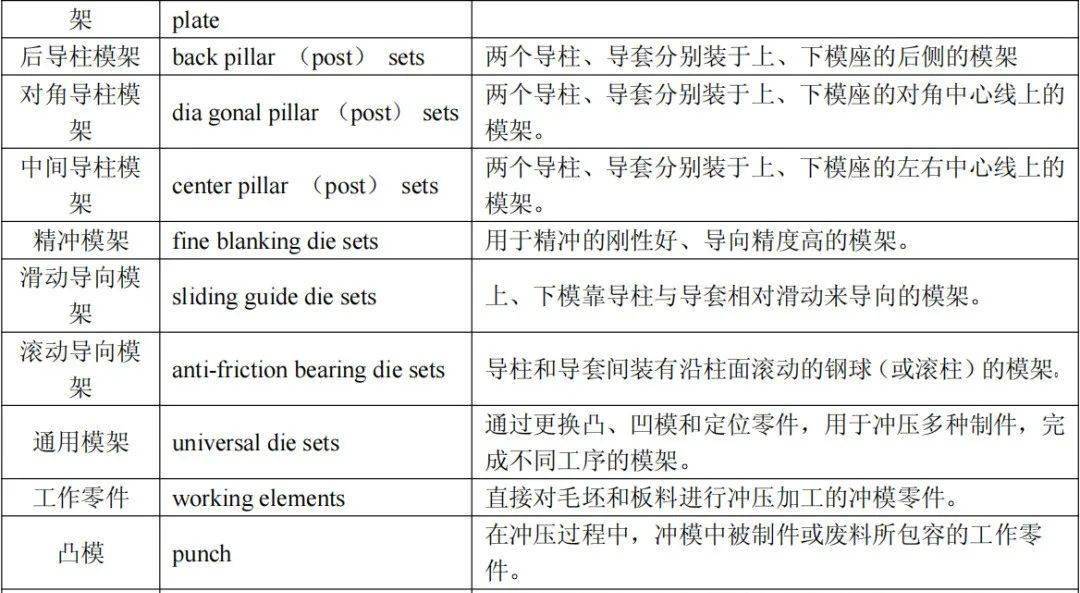
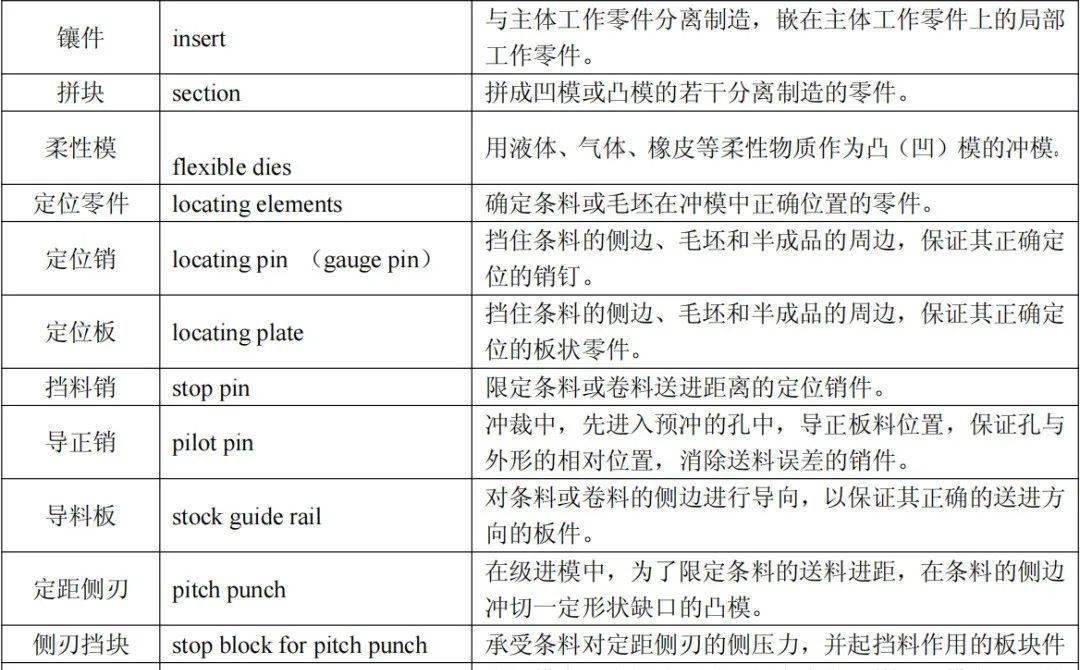
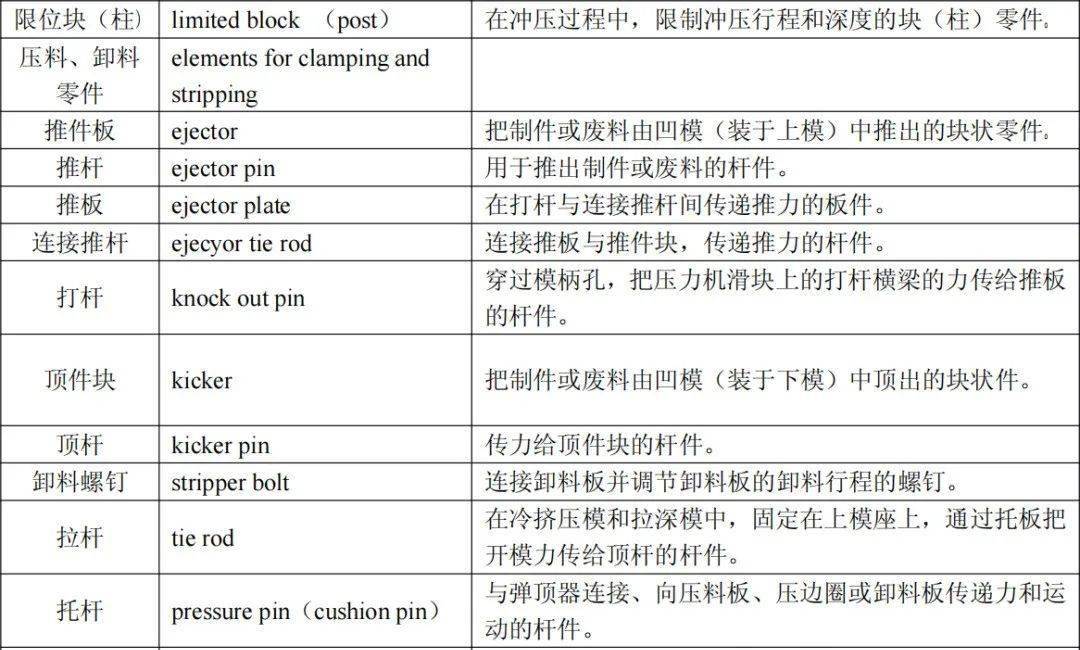
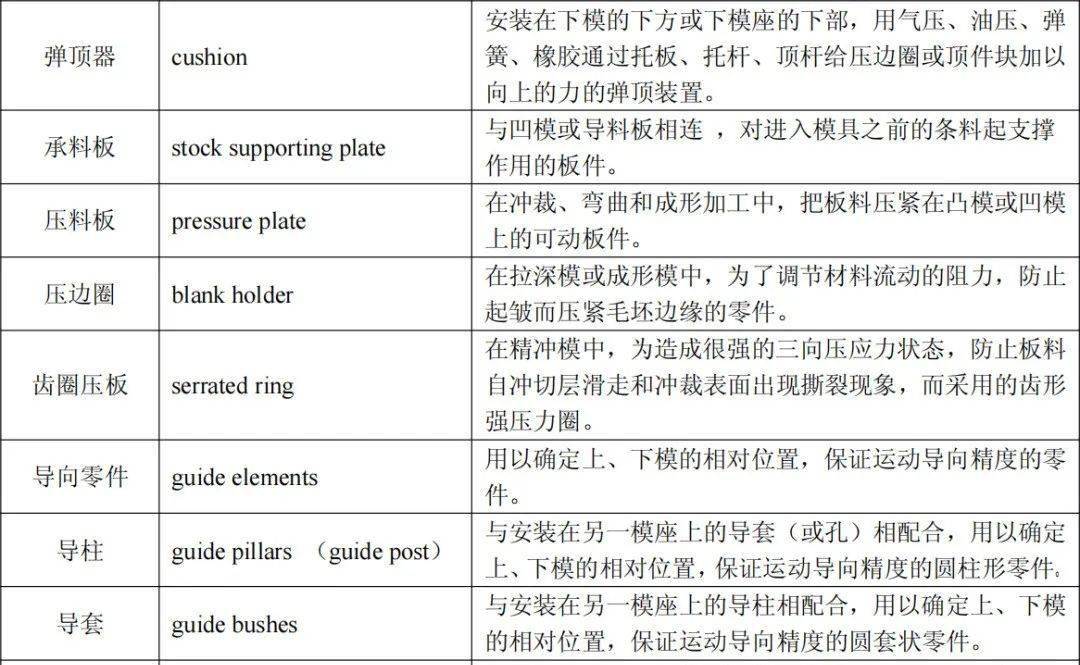
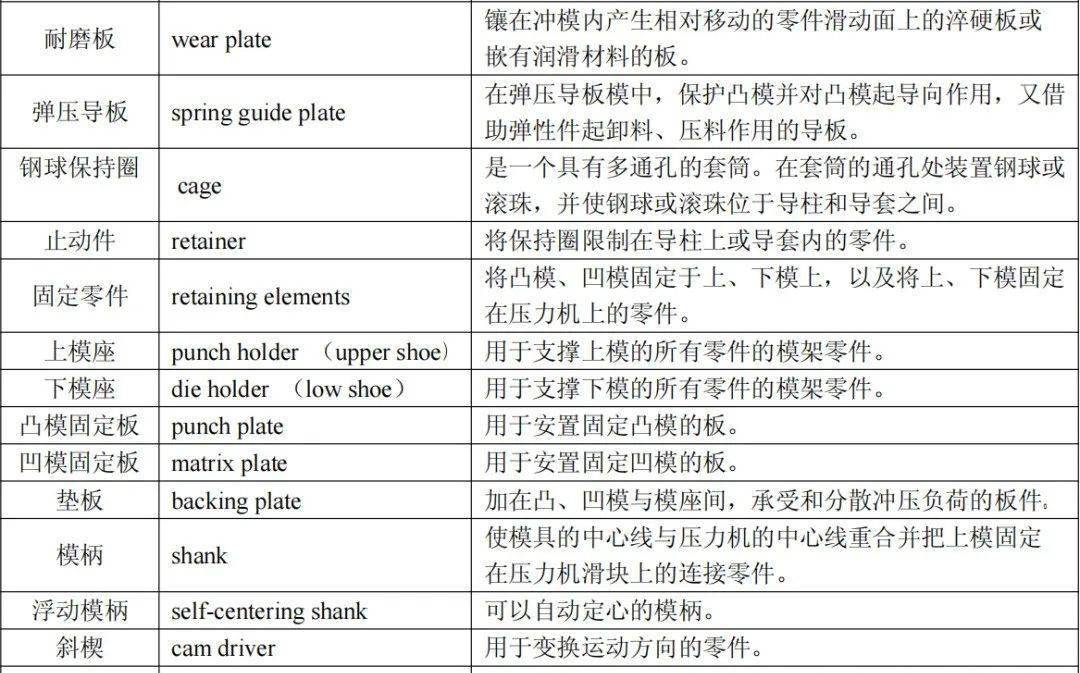
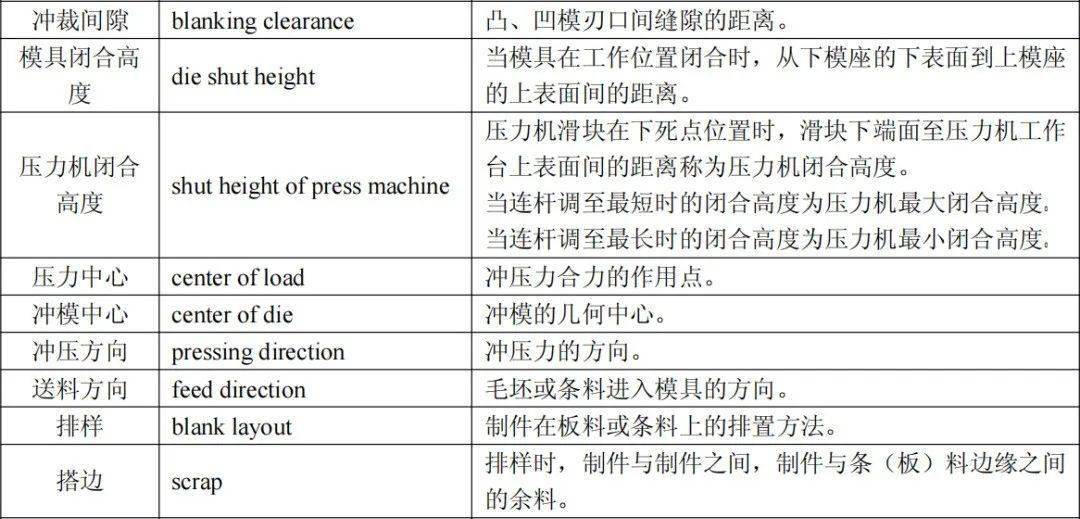
冲压模具术语
冲模设计中一些主要术语和定义,表 14-2 中摘录了其中的一部份。
| 术语 | 英文 | 定义 |
| 冲模 | dies (stamping andpunching dies) | 加压将金属或非金属板料或型材分离、成形或接合而得到制件的工艺装备。 |
| 单工序模 | single operation dies | 在压力机的一次行程中只完成一道冲压工序的冲模。 |
| 复合模 | compound dies | 只有一个工位,并在压力机上的一次行程中,同时完成两道或两道以上的冲压工序的冲模。 |
| 级进模 | progressive dies | 在条料的送料方向上,具有两个以上的工位,并在压力机一次行程中,在不同的工位上完成两道或两到以上的冲压工序的冲模。 |
| 无导向模 | opening dies | 上、下模之间没有导向装置的冲模。 |
| 导板冲模 | guide plat | 上、下模之间由导板导向的冲模 |
| 导柱模 | guide pillar dies | 上、下模之间由导柱、导套导向的冲模。 |
| 通用模 | universal dies | 通过调整,在一定范围内可以完成不同制件的同类工序的冲模。 |
| 专用模 | dies for special purpose | 专门为冲压加工指定的制件而完成某特定工序所用的冲模。 |
冲压模具主要技术条件
条件、标记、包装、运输、贮存及使用规定。
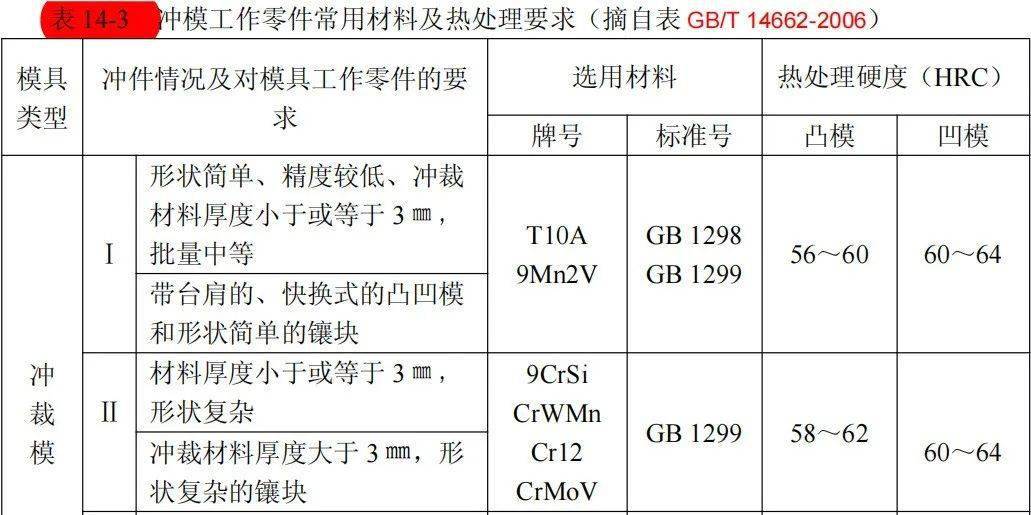
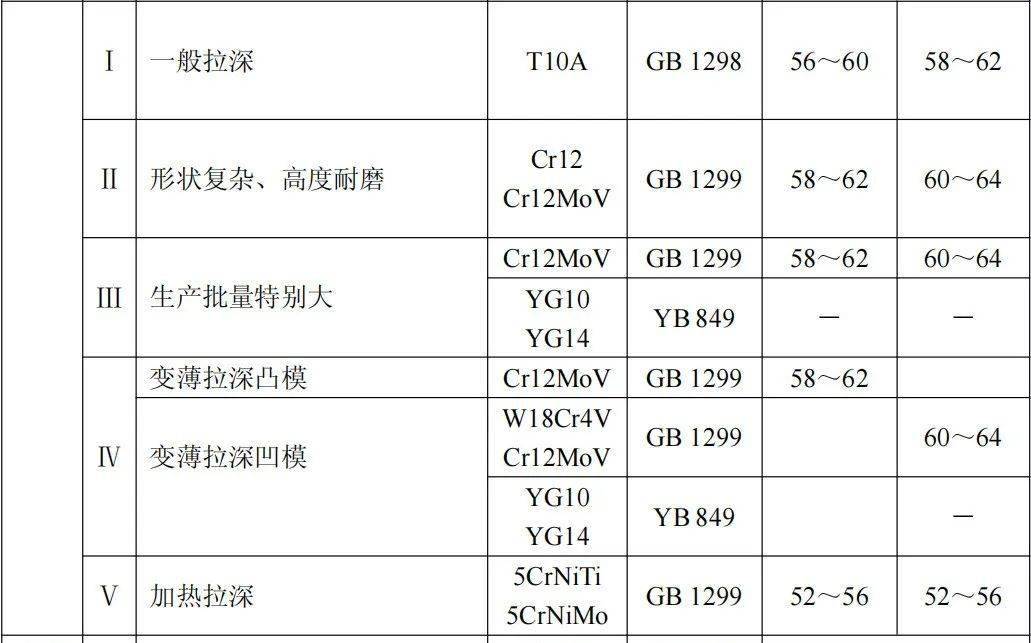
1.冲模工作零件常用材料及热处理要求,见表
 返回搜狐,查看更多
返回搜狐,查看更多
责任编辑:
平台声明:该文观点仅代表作者本人,搜狐号系信息发布平台,搜狐仅提供信息存储空间服务。
阅读 ()