
对于生产制造行业,生产车间是企业的重中之重,而生产线的布局,就好像车间的血管一样,合理有效的布局就能让生产流畅,反之,不合理的布局,就会导致生产浪费,生产效率下降等情况。今天小编就和大家一起探讨一下如何更合理的安排车间流水线生产布局。

一.流水线优化布置的目的?
为了高效的进行生产,需要高效系统的布置必要的机械设备,综合配套原材料,零件仓库,检验场所,货物的出入口等,以达到任何物流顺畅的目的。生产布置是生产系统中很重要的的一个因素,然而也是我们常常忽略的问题,混乱的生产布置将导致员工更多的移动,更多的停滞,最终导致更高的成本。
二.流水线优化布置的原则?
-
统一原则:把作业的四要素,人员,机器,材料,作业方法有机地统一起来,并充分保持平衡。
-
最短距离原则:布置时要做到运搬距离最短,时间最短。
-
物流流畅原则:使工序没有堵塞,物流顺畅,尽量避免出现倒流和交叉。
-
利用立体空间原则:有效利用立体空间,保证安全的前提下,充分利用车间高度。
-
安全满意原则:既要保证员工安全还要做到能轻松作业。
-
灵活机动原则:车间布置要灵活机动,可以适应多种变化。
三.流水线共有几种布置?
1.直线型流水线
直线流水线顾名思义就是产品按工序排布成一条直线型的生产方式。适用于宽阔的操作区域,工位间用输送带传送产品,作业员进行单一重复的工作,或可兼做相邻近的工位工作。直线流水线其广泛应用于大批量少品种的生产方式。
优点:
-
作业分配较细,对人员技能要求低,易于培养训练。
-
作业周期短,产能高,适用于大量产品生产。
-
可使用专用设备和机械化。
缺点:
-
作业位置固定,人员之间工作写作困难。
-
取放动作过多,平很损失。
-
生产弹性较差,不够灵活。
-
一处设备故障,将引发整个生产线停止,损失较大。
-
物流迂回,搬运时间长。

2.L型流水线
L型线大多是由于工厂可用空间不足而被迫采用的。只有在仓库的入口和出口之间的夹角为直角时,会主动采用L型线。想象一下左边是仓库的入口,底部是仓库的出口,这时L型线就会变得有意义。在优点和缺点上,L型线和I型线很相似。
优点:
-
作业分配较细,对人员技能要求低,易于培养训练。
-
作业周期短,产能高,适用于大量产品生产。
-
可用于仓库入口等直角型区域。
缺点:
-
作业位置固定,人员之间工作写作困难。
-
取放动作过多,平衡损失。
-
生产弹性较差,不够灵活。
-
一处设备故障,将引发整个生产线停止,损失较大。
-
物流迂回,搬运时间长。

3.U型流水线
U型线就是以一定的方向,按照加工顺序来排列生产线,使生产线的出口和进口尽可能靠近,从而满足“IO原则”的一种排列方式,因其很像英文字母“U“而得名。
优点:
-
相对减少作业场地,减少运搬,物流行动流畅。
-
生产平衡率高。
-
产品切换时间短,可根据产量调整人数,柔性大。
-
生产计划安排简单,可以根据标准工时直接将任务安排到个人。
-
加强员工之间的联系,易于管理。
缺点:
-
不方便大批量生产。
-
人员技术要求较高,需要大量多能工
-
要有良好的物料支撑及物料配送系统。
-
不便于大批量生产 ;

4.S型流水线
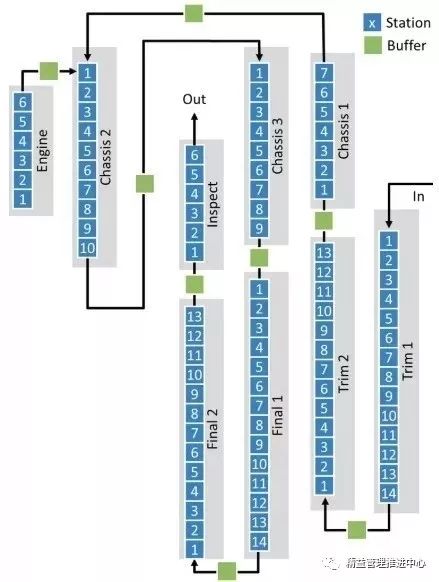
S型流水线通常用于生产线长度超长的情况,例如汽车组装线。这类生产线通常会达到数千米。如果把它排成一条直线需要很大的空间。相比之下,S型流水线不仅能节省空间,还可以让物流更便捷,生产效率更高。
优点:
-
充分利用空间。
-
提高了设备和产品流转的集中率。
-
适应多品种,小批量生产的需要。
缺点:
-
对物流供给系统有很高的要求。
-
需要建立横跨通道和接料点。
-
操作员只能负责自己一侧的设备。
今天简单给大家简单介绍了直线型流水线,L型流水线,U型流水线和S型流水线这四种流水线的形态以及优缺点,小编觉得没有哪一种流水线是最完美的,也没有哪一种是最差的,还是要根据各个企业生产的产品和自身的生产需求相结合,将各种流水线的形式进行正确的组合,争取做到物料搬运成本最小化,空间利用率最大化,人员工作效率最高化。






