一种铁水导流槽装置的制作方法
1.本发明涉及球墨铸铁铸造技术领域,尤其是一种球墨铸铁管件的铁水导流槽。
背景技术:
2.传统的球墨铸铁导流槽装置浇铸管,由于导流槽装置的铁水出口位置(流槽头段)倾斜角度不合适,造成铁水流入管模时铁水飞溅严重,铁水对承口成型砂芯冲击大,容易造成砂芯损坏,导致铸管端面粘砂、粘铁,铸管端面凹凸不平,给后续铸管加工造成困难,并且浇铸的铸管出现严重的流线缺陷,浇铸成品合格率低,致使铸管成本增高。
技术实现要素:
3.本发明要解决的技术问题是提供一种铁水导流槽装置,解决了铸管浇铸时铁水飞溅问题,减小了铁水对砂芯的冲击,保护砂芯不损坏,防止铸管端面缺陷产生。
4.为解决上述问题,本发明采取的技术方案是:一种铁水导流槽装置,包括直流槽段和降低铁水流速的流槽弯头,流槽弯头包括流槽拐角段和流槽前端,直流槽段与落槽相连接,流槽拐角段与直流槽段连接,流槽前端位于流槽拐角段和管模之间。
5.本发明技术方案的进一步改进在于:流槽拐角段转角后中心轴线与直流槽段的中心轴线的角度为155
°‑
165
°
。
6.本发明技术方案的进一步改进在于:所述流槽拐角段(3)转角后中心轴线与直流槽段(1)的中心轴线的角度为162
°
。
7.本发明技术方案的进一步改进在于:流槽前端外侧为向内倾斜35-45
°
的切边。
8.本发明技术方案的进一步改进在于:所述流槽前端(4)向内倾斜41
°
。
9.本发明技术方案的进一步改进在于:流槽前端外侧为倾斜切边,内侧为向内的圆弧,圆弧和切边相切。
10.本发明技术方案的进一步改进在于:圆弧半径为45-55mm,拐角内侧侧壁相对外侧向后延伸70-75mm。
11.本发明技术方案的进一步改进在于:直流槽和流槽弯头为分体式,通过螺栓紧固。
12.由于采用了上述技术方案,本发明取得的技术进步是:铁水流经流槽拐角段后铁水流速降低,减小铁水对砂芯的冲击力,保护了砂芯不损坏,防止铸管端面缺陷产生。
13.铁水流到切面便开始流入管模,即铁水流入管模的落点提前,铁水流动更顺畅,减小铁水飞溅,并减轻铁水对流槽拐点侧壁的冲刷,防止浇铸流线缺陷产生。
14.铁水随管模旋转后平铺管模内壁流入充型,防止浇铸出现冷隔裂纹缺陷产生;另外,铁水不与管模产生相对的力避免了铁水飞溅产生铁豆,防止凝固的铁豆镶嵌到铁水里造成铁豆气孔缺陷,解决了浇铸铸管出现流线缺陷问题,提高了铸管浇铸合格率。
15.直流槽和缓冲槽为分体式,通过螺栓紧固,避免了整体报废现象。
附图说明
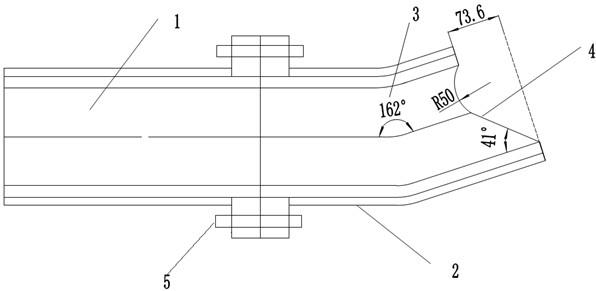
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图;图1是本发明的主视图;图2是图1的俯视图;图3是图1左视图;图4是图1的a-a剖视图;其中,1、直流槽段,2、流槽弯头,3、流槽拐角段,4、流槽前端,5、螺栓。
具体实施方式
17.下面结合实施例对本发明做进一步详细说明:实施例一如图1-4所示,本发明提供一种铁水导流槽装置,包括直流槽段1和流槽弯头2,流槽弯头2包括流槽拐角段3和流槽前端4。其中直流槽段1与落槽相连接,流槽拐角段3与直流槽段1连接,流槽前端4位于流槽拐角段3和管模之间。
18.铁水经过落槽流槽本体流到流槽直流槽段1,经过直流槽段1到达流槽拐角段3,流槽拐角段3转角后中心轴线与直流槽段1的中心轴线的角度为155
°‑
165
°
,且在162
°
时效果达到最佳状态,经过流槽拐角段3铁水流速降低,减小了铁水对砂芯的冲击力,保护了砂芯不损坏,防止铸管端面缺陷产生。
19.铁水经过流槽拐角段3到达流槽前端4,流槽前端4外侧设计向内角度35-45
°
切边,优选41
°
,这样铁水流到切面便开始流入管模,减小铁水飞溅,铁水流动更顺畅,防止浇铸流线缺陷产生。
20.直流槽段1和流槽弯头2为分体式,通过螺栓5紧固,避免了之前整体报废现象。
21.实施例二本实施例与实施例一的区别在于,流槽前端4外侧设计向内角度35-45
°
切边,且在流槽前端4内侧增加向内的圆弧,半径为45-55mm ,圆弧和切边相切。选用r50mm圆弧时,拐角内侧侧壁相对外侧向后延伸73.6mm,流槽前端4与管模呈相切结构,这样铁水流到切面便开始流入管模,即铁水流入管模的落点提前,减小铁水飞溅,并减轻铁水对流槽拐点侧壁的冲刷,铁水流动更顺畅,防止浇铸流线缺陷产生。铁水流入管模随管模旋转后平铺管模内壁,旋转管模的离心力使铸管铸造成型,防止浇注出现冷隔裂纹缺陷产生。另外,使铁水不与管模产生相对的力造成铁水飞溅产生铁豆,防止凝固的铁豆镶嵌到铁水里造成铁豆气孔缺陷,解决了浇铸铸管出现流线缺陷问题,提高了铸管浇铸合格率。
22.以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种铁水导流槽装置,其特征在于:包括直流槽段(1)和降低铁水流速的流槽弯头(2),所述流槽弯头(2)包括流槽拐角段(3)和流槽前端(4),所述直流槽段(1)与落槽相连接,所述流槽拐角段(3)与直流槽段(1)连接,所述流槽前端(4)位于流槽拐角段(3)和管模之间。2.根据权利要求1所述的一种铁水导流槽装置,其特征在于:所述流槽拐角段(3)转角后中心轴线与直流槽段(1)的中心轴线的角度为155
°‑
165
°
。3.根据权利要求2所述的一种铁水导流槽装置,其特征在于:所述流槽拐角段(3)转角后中心轴线与直流槽段(1)的中心轴线的角度为162
°
。4.根据权利要求1所述的一种铁水导流槽装置,其特征在于:所述流槽前端(4)为向内倾斜35-45
°
的切边。5.根据权利要求4所述的一种铁水导流槽装置,其特征在于:所述流槽前端(4)向内倾斜41
°
。6.根据权利要求4所述的一种铁水导流槽装置,其特征在于:所述流槽前端(4)外侧为倾斜切边,内侧为向内的圆弧,圆弧和切边相切。7.根据权利要求6所述的一种铁水导流槽装置,其特征在于:圆弧半径为45-55mm,拐角内侧侧壁相对外侧向后延伸70-75mm。8.根据权利要求1所述的一种铁水导流槽装置,其特征在于:所述直流槽段(1)和流槽弯头(2)为分体式,通过螺栓(5)紧固。
技术总结
本发明公开了一种铁水导流槽装置,属于球墨铸铁管铸造领域,包括铁水导流直流槽段、控制铁水在出口流速的流槽弯头,流槽弯头包括流槽拐角段和流槽前端,直流槽段与落槽相连接,流槽拐角段与直流槽段连接,流槽前端位于流槽拐角段和管模之间。本发明的铁水导流流槽装置,解决了铸管浇铸时铁水飞溅问题,减小了铁水对砂芯的冲击,保护砂芯不损坏,防止铸管端面缺陷产生。面缺陷产生。面缺陷产生。
技术研发人员:李强 贾耀红
受保护的技术使用者:新兴铸管股份有限公司
技术研发日:2022.04.22
技术公布日:2022/7/25
完整全部详细技术资料下载
相关技术
- 一种加工金属制品用抛丸设备的...
- 一种牺牲阳极防护装置的制作方...
- 一种常压CVD薄膜连续生长炉...
- 一种家具加工打磨灰尘收集装置...
- 一种喷砂机的喷嘴快速转换机构...
- 一种高塑性超高强钢板及其制造...
- 一种不锈钢热处理炉的制作方法
- 一种镀锌管酸洗上料装置的制作...
- 一种在浸入式水口上快速标记插...
- 一种圆盘型双面砂纸的高效制备...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1