一种弯弧玻璃加工方法与流程
1.本发明创造属于玻璃加工领域,尤其是涉及一种弯弧玻璃加工方法。
背景技术:
2.弯弧玻璃主要分为弯钢玻璃、热弯玻璃及其复合产品,弯玻璃是由普通的玻璃加热软化,最终制成的一种曲面的玻璃,这种玻璃线条优美,可以根据实际的需求做成不同的形状,突破了传统平面玻璃的单一性,使用更加灵活多样,可应用在鱼缸、柜台、玻璃幕墙等等,在外观上给人一种更加独特的感受。
3.在一般的家具装修中,对于玻璃的使用普遍较少,常用的门窗都有固定的样式,茶几等也多采用钢化玻璃等。近年来,在一些高级装修中,弯玻璃使用的频率越来越高,随着人们审美水平的不断提高,弯玻璃的制作也越来越富有艺术气息,一些建筑的外幕墙玻璃采用的也是具有弧度的弯玻璃。建筑用的弯玻璃主要运用在建筑内外的装饰,以及采光顶、观光电梯和拱形走廊等;家庭内用的弯玻璃主要是用作玻璃家具、玻璃水族馆、玻璃洗手盆、玻璃柜台、玻璃茶几、玻璃装饰品等等。传统的平面玻璃在粘合时不可避免的会产生很锋利的拐角,选用弯玻璃,在拐角处做成弯曲,既不影响原有的使用,又能减少一些不必要的挂碰损伤。
4.随着建筑艺术水平的不断提升,弯弧玻璃使用比例也越来越多,很多玻璃深加工企业都增加了弯钢化玻璃生产设备来满足市场的需求,同时也在逐步研发多曲钢化、反弯等钢化技术。目前有些玻璃深加工企业可以使用液压式弯弧风栅加工大半径弯钢,此风栅改造费用约200-350万,可以加工22米-35米,弧长可以达到5米,但此类设备利用率低下,该方法生产成本高,包括钢化炉升温成本、钢化炉利用率低造成的设备折旧成本高及调弧成本高。
5.随着弯弧玻璃使用比例增加,特殊弯弧玻璃的需求就越来越多,如大半径、大弧度的弯弧玻璃。而常规钢化设备是不具备此加工能力,需要花很高的成本进行改造才能满足需求,但是随着建筑项目建设周期越来越短,往往不会给工厂改造钢化炉的时间。即使进行改造,通用性又不会很强,设备条件很难同时满足大弧度和大半径要求。
技术实现要素:
6.有鉴于此,本发明创造旨在提出一种弯弧玻璃加工方法,在不改变原有设备结构基础上,可以生产出大半径、大弯弧边玻璃,将少量此类高附加值订单内部消化,提升盈利能力。
7.为达到上述目的,本发明创造的技术方案是这样实现的:
8.一种弯弧玻璃加工方法,包括如下步骤:
9.s1:玻璃进行钢化,使用吹风平衡将玻璃控制在上弯水平;
10.s2:将玻璃平行于弯弧边进行勒弓,这个时候玻璃除了本身的钢化应力以外还会受到外加的机械应力;
11.s3:将勒好弓的钢化玻璃放入均质炉内进行均质处理;
12.s4:制备夹层玻璃合片,将两片玻璃通过胶片粘结,勒弓后进入高压釜处理,完成弯弧夹层玻璃制备。
13.所述步骤s1中使用吹风平衡将玻璃控制在上弯水平,此控制幅度以短边弯曲不超国标或者内控为底线;
14.玻璃下表面的吹风平衡设置为51-60%,从而使玻璃呈上弯水平,弯曲度控制在每米弧长弓高在3mm以内。吹风平衡可以通过调整上下风栅内的吹风量,来调整对玻璃上下表面的冷却速率,以控制玻璃的弯曲度。玻璃下表面的吹风平衡设置为51-60%,从而使玻璃呈上弯水平。此步骤是获得玻璃基础的弯曲方向,但是此方式的弓高要求达不到大半径弯钢的范围,需要介入其他手段继续获得更大的弓高。
15.所述步骤s3中根据所安装的钢化玻璃厚度设置均质温度和均质时间,6~19mm玻璃升温时间为30~270min之间,保温时间为90~150min之间,降温时间为15~135min之间,均质处理后,弓高值为增加9-15mm/m,累计弓高达到12-18mm/m。
16.所述步骤s2和步骤s4中勒弓为使用勒弓带平行于玻璃弯弧边进行捆绑,根据所需弓高将勒弓带拉紧,使玻璃获得所需弓高的弯曲;
17.捆绑优选使用带有拉紧器的捆绑器,使用多条勒弓带时从均匀分布,通过拉紧器将捆绑带拉紧,使玻璃获得一定的弯弧。
18.所述步骤s4中的胶片为pvb或者sgp胶片。
19.所述步骤s4中制备夹层玻璃合片,包括如下步骤:
20.b1:将两片玻璃与胶片进行合片处理,制作真空袋,将玻璃放入其中后进行封口作业;
21.b2:将勒弓带平行于弯弧边捆绑,使用勒弓带对玻璃进行勒弓;
22.b3:获得目标弓高,常温下对真空袋进行预抽真空处理;
23.b4:将预抽真空的夹层玻璃放入高压釜内,进行热抽真空作业;
24.b5:按照高压釜曲线进行烧釜作业;
25.b6:高压釜处理后,解除勒弓,拆去真空袋,最终获得需要的产品。
26.所述b1中玻璃的粘结过程为:在经过均质的玻璃中选取两片弓高接近弯钢玻璃,底层玻璃上铺设裁切好的粘接胶片,将另一片玻璃放好,套上真空袋,真空袋进行封边。
27.所述步骤b3在中抽真空的时间为10~30min;
28.所述步骤b4在高压釜不加压力情况下,升温到95~110℃,到达温度后持续抽20min。
29.所述步骤b2中玻璃直线边超过1m可设置多道勒弓;
30.为防止步骤s2和步骤s4勒弓中导致直线边出现w形状勒痕,玻璃直线边超过1m可设置多道勒弓,优选每0.8m设置1条勒弓带。
31.所述勒弓带为捆绑带、棉绳或钢带,优选使用带有拉紧器的捆绑带。
32.使用勒弓带或钢带平行于玻璃弯弧边进行捆绑,根据所需弓高将勒弓带或钢带拉紧,使玻璃获得所需弓高的弯曲,捆绑优选带有拉紧器的捆绑器,便于调整弓高及重复利用。为使受力均匀,使用多条勒弓带时从均匀分布,通过拉紧器将捆绑带拉紧,使玻璃获得一定的弯弧。
33.所述步骤s4中根据所安装的钢化玻璃厚度设置均质温度和均质时间,6~19mm玻璃升温时间为30~270min之间,保温时间为90~150min之间,降温时间为15~135min之间,均质处理后,弓高值为增加9-15mm/m,累计弓高达到12-18mm/m。此过程完成质点的轻微移动,形成新的稳态。但是我们知道均质处理温度一般在(290
±
10)℃之间,不得超过320℃,不低于280℃,此温度较低,质点移动会非常有限,而且长时间的高温均质处理也会降低玻璃的应力值。因此我们只能获得相对移动的层面,无法一步到位形成最终需获得的稳定状态。
34.所述步骤s1中的胶片为pvb或者sgp胶片。胶片本身具备一定的粘接强度和自身的抗屈服强度。本阶段是利用胶片的抗屈服强度对玻璃弯曲的影响从而达到实现大半径生产的目的。所述步骤s1中的胶片为sgp胶片。
35.在此过程中的关键点,玻璃必须放入真空袋进行勒弓,必须是先勒弓后抽真空。同时不能因为弓高较低辊压后勒弓,如果辊压后勒弓则会出现较大幅度的回弹。同时因为玻璃存在一定外界机械力的作用,务必进行热抽,否则耐热能将下降。因均质处理后玻璃的弓高无法完全一致,因此选用弓高接近的玻璃进行夹层加工,保障夹层质量。
36.本方案使用平钢的方法,通过钢化—均质处理—夹层3工序接力的办法加工大弧长大半径玻璃。首先钢化工序使用极冷吹风平衡方式将玻璃吹弯,此时按照每米弓高3mm的上限去控制,参考国标弓形度0.3%的要求。其次使用均质处理勒弓的方法再继续勒弓,获得9-15mm/m的弓高,累计弓高最高为12-18mm/m,以3m弧长玻璃为例,均质处理后弓高最高为56.1mm。
37.按照此时候半径核算,已经进入接近18m半径的范围内。最终使用夹层勒弓方式每米10mm的保障,可以形成拟定弓高弯弧玻璃产品,此时可获得半径大于10m的夹层玻璃产品。
38.相对于现有技术,本发明创造所述的一种弯弧玻璃加工方法具有以下有益效果:
39.1、本发明通过钢化、均质处理、夹层三工序连续弯曲的方式实现大弧长大半径夹层玻璃的加工,首先钢化工序使用极冷吹风平衡方式将玻璃吹弯。其次使用勒弓后均质处理,最终使用夹层勒弓获得大弯弧大半径钢化夹层玻璃产品。
40.2、钢化工序获得每米弧长对应3mm弓高的钢化玻璃;均质炉获得9-15mm/m的弓高,累计弓高达到12-18mm/m。
41.3、夹层工艺中为使用夹层勒弓方式加工,每米弧长对应弓高变化不高于10mm;均质处理及夹层工序勒弓使用勒弓带,可以是捆绑带、棉绳或钢带,优选捆绑带;夹层工序中,玻璃放入真空袋后,先进行勒弓,然后再进行抽真空;为防止勒弓导致直线边出现w形状勒痕,玻璃直线边超过1m设置多道勒弓。
附图说明
42.构成本发明创造的一部分的附图用来提供对本发明创造的进一步理解,本发明创造的示意性实施例及其说明用于解释本发明创造,并不构成对本发明创造的不当限定。在附图中:
43.图1为本发明的一种弯弧玻璃加工方法的加工流程图;
44.图2为本发明的实施例1钠钙硅玻璃钢后和常规退火玻璃的粘度变化图;
45.图3为本发明的实施例2中的均质处理曲线图;
46.图4为本发明实施例2中玻璃观察应力曲线的实际测量图;
47.图5为本发明实施例2中玻璃加工前的应力曲线;
48.图6为本发明实施例2中玻璃加工后的应力曲线;
具体实施方式
49.除有定义外,以下实施例中所用的技术术语具有与本发明创造所属领域技术人员普遍理解的相同含义。以下实施例中所用的试验试剂,如无特殊说明,均为常规生化试剂;所述实验方法,如无特殊说明,均为常规方法。
50.下面结合实施例及附图来详细说明本发明创造。
51.实施例1
52.黏度η不仅仅是温度的函数,也和热历史有关系,钠钙硅玻璃钢后和常规退火玻璃在同温度下保温,分别随时间的增加而出现增加和减小的现象,最后并同趋向平衡值,如图2所示。
53.由上图2可知,急冷的钢化玻璃在一定范围内其黏度是由低向高的变化,这样也使得我们可以在相对低的环境温度下改变玻璃表面质点。我们常规较低温度的热处理环境是均质处理工艺。均质处理又称热浸处理,俗称“引爆”。均质处理是将钢化玻璃加热到290℃
±
10℃,并保温一定时间,促使硫化镍在钢化玻璃中快速完成晶相转变以及玻璃质点的移动,在获得一定弯弧的同时让原本使用后才可能自爆的钢化玻璃人为地提前破碎在工厂的热浸炉中,减少安装后使用中的钢化玻璃自爆。
54.根据对原理的研究,制定了玻璃质点移动的实验方案,主体思路是将玻璃受外力拉弯,放到均质处理炉内进行均质处理,完成均质处理后查看弯曲弓高的变化值,从而来衡量此技术路线的可行性。
55.实施例2
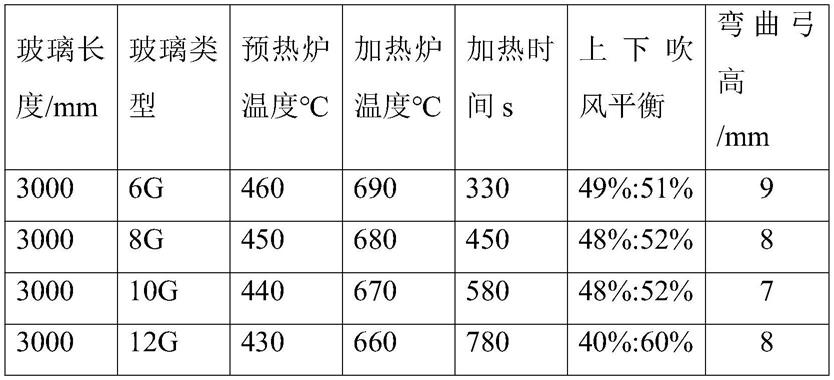
56.将玻璃进行钢化,使用吹风平衡将玻璃控制在上弯水平。吹风平衡可以通过调整上下风栅内的吹风量,来调整对玻璃上下表面的冷却速率,以控制玻璃的弯曲度。玻璃下表面的吹风平衡设置为51-60%,如表1所示,从而使玻璃呈上弯水平,弯曲度控制在每米弧长弓高在3mm以内。此步骤是获得玻璃基础的弯曲方向,但是此方式的弓高要求达不到大半径弯钢的范围,需要介入其他手段继续获得更大的弓高。
57.表1玻璃长度与上下吹风平衡的关系
[0058][0059]
将玻璃按照弯弧边进行受力勒弓,这个时候玻璃除了本身的钢化应力以外还会受到外加的机械应力。此应力在宏观层面,弓形的外侧舒张会抵消部分压应力,弓形的内侧受挤压会增加部分压应力。在外观层面,弓形的外侧本来相对收缩质点会收到拉伸的趋势,内侧质点会收到挤压的趋势。利用钢化玻璃在一定温度范围内呈现相对低黏度的特性,在相对黏度低的情况下,质点理论存在微小移动的可能。加之收到外力的驱动,更加促使其向新稳态移动,最终获得弓高扩大的目标效果。
[0060]
使用勒弓带平行于玻璃弯弧边进行捆绑,根据所需弓高将勒弓带拉紧,使玻璃获得所需弓高的弯曲,勒弓带优选带有拉紧器的捆绑器,便于调整弓高及重复利用。为使受力均匀,使用多条勒弓带时从均匀分布,通过拉紧器将捆绑带拉紧,使玻璃获得一定的弯弧。
[0061]
将勒好弓的钢化玻璃放入均质炉内进行均质处理。此过程完成质点的轻微移动,形成新的稳态。但是我们知道均质处理温度一般在(290
±
10)℃之间,不得超过320℃,不低于280℃,此温度较低,质点移动会非常有限,而且长时间的高温均质处理也会降低玻璃的应力值。因此我们只能获得相对移动的层面,无法一步到位形成最终需获得的稳定状态。按钢化玻璃厚度设置热浸温度和热浸时间,6~19mm玻璃升温时间为30~270min之间,保温时间为90~150min之间(一般设置在120min),降温时间为15~135min之间,玻璃越薄,时间越短,处理过程见均质处理曲线图3所示。均质处理后,弓高值为增加9-15mm/m。
[0062]
具体实施例见表2所示。
[0063]
表2均质前后弓高变化/mm
[0064]
[0065][0066]
由表2可知,确实在均质处理环境下,弓高发生了一定的变化。说明质点确实发生了位移,而且位移程度和勒弓后的弓高值存在趋势性变化,但是确实没有达到新的稳态。
[0067]
如图4所示,同时测量对比玻璃按照此方式处理前后观察应力曲线,如图5、图6所示,发现曲线略有变化,但是变化范围极小,测量应力值变化减少3mpa。
[0068]
此时完成均质处理后,松开勒弓,发现玻璃存在回弹,但是没有回弹到原来的层面。而且通过平行实验数据分析,此回弹多少同勒弓时候的深度有关系,但是没有具体的线性关系,只有趋势关系。
[0069]
因此,通过本实验研究,发现均质处理的玻璃确实会改变玻璃弯曲值,但是也会存在较大的回弹,不能准确的获得目标半径,只能进一步增加趋势。所以此方式能作为中间步骤。
[0070]
实施例3
[0071]
玻璃必须放入真空袋进行勒弓,必须是先勒弓后抽真空。同时不能因为弓高较低辊压后勒弓,如果辊压后勒弓则会出现较大幅度的回弹。同时因为玻璃存在一定外界机械力的作用,务必进行热抽,否则耐热能将下降。因均质处理后玻璃的弓高无法完全一致,因此选用弓高接近的玻璃进行夹层加工,保障夹层质量。
[0072]
表3:大跨度(弓高差大于15mm/m)勒弓实验结果
[0073][0074][0075]
经过本阶段的实验发现,如表3所示,按照此方式做出的夹层玻璃弓高准确性很高,而且偏差均可以满足国标及内控标注,但是因为夹层勒弓太大,导致玻璃拉力太大。在均质炉100℃均质处理2小时耐热测试,测试过程中边部出现开胶情况,开胶深度超过12mm,最大达到20mm的范围。因此,本加工方法不适合加工弯弧半径小于11m的弯弧玻璃加工,因此进行缩小弓高重新制备样片进行测试。
[0076]
表4小跨度勒弓实验结果
[0077][0078][0079]
图表4所示,通过小半径测试,发现半径跨度不能太大,按照3米玻璃测试发现得出经验公式,每米弧长勒弓变化值小于10mm为优,否则耐热能力越差。同时发现sgp的夹层玻璃边部气泡较少,且为近圆形泡,耐热效果好于pvb玻璃。
[0080]
本方案使用平钢的方法,通过钢化—均质处理—夹层3工序接力的办法加工大弧长大半径玻璃。首先钢化工序使用极冷吹风平衡方式将玻璃吹弯,此时按照每米弓高3mm的上限去控制,参考国标弓形度0.3%的要求。其次使用均质处理勒弓的方法再继续勒弓,获得9-15mm/m的弓高,累计弓高最高为12-18mm/m,以3m弧长玻璃为例,均质处理后弓高最高为56.1mm。
[0081]
按照此时候半径核算,已经进入接近18m半径的范围内。最终使用夹层勒弓方式每米10mm的保障,可以形成拟定弓高弯弧玻璃产品,此时可获得半径大于10m的夹层玻璃产品。
[0082]
以上所述仅为本发明创造的较佳实施例而已,并不用以限制本发明创造,凡在本发明创造的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明创造
的保护范围之内。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 用于生产玻璃带的方法和设备与...
- 一种晶体生长动态温场调节装置...
- 半极性氮化镓外延层结构制造系...
- 一种具有三维结构的碱式碳酸镧...
- 一种应用于MPCVD大尺寸金...
- 一种钢筋混凝土防腐蚀添加剂及...
- 一种双发热体结构的大尺寸晶体...
- 一种纤维混凝土界面改性剂及改...
- 一种钆掺杂介孔碳球纳米粒子的...
- 一种碳/碳复合材料表面宽温域...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1