轻量化发泡工艺的制作方法
本发明涉及发泡工艺领域,特别涉及一种轻量化发泡工艺。
背景技术:
1、传统的发泡工艺,一层顶部盖板的发泡层厚度约为6-8mm,重量约为800g。由于厚度太厚,所以导致重量很重,而且密度约为180g/l。
2、在传统发泡工艺中,模块是固定位置,在发泡工艺过程中没有模具的运动不足。发泡层厚度为7mm,发泡密度为160-180g/l。这种发泡概念是成熟且稳定的过程。
3、现有技术的发泡工艺具有更高的密度、更重的重量,从而导致更高的成本。
4、有鉴于此,本领域技术人员设计了一种轻量化发泡工艺,以期克服上述技术问题。
技术实现思路
1、本发明要解决的技术问题是为了克服现有技术中发泡工艺具有更高的密度、更重的重量,使得成本较高等缺陷,提供一种轻量化发泡工艺。
2、本发明是通过下述技术方案来解决上述技术问题的:
3、一种轻量化发泡工艺,用于汽车内饰,其特点在于,所述轻量化发泡工艺包括以下步骤:
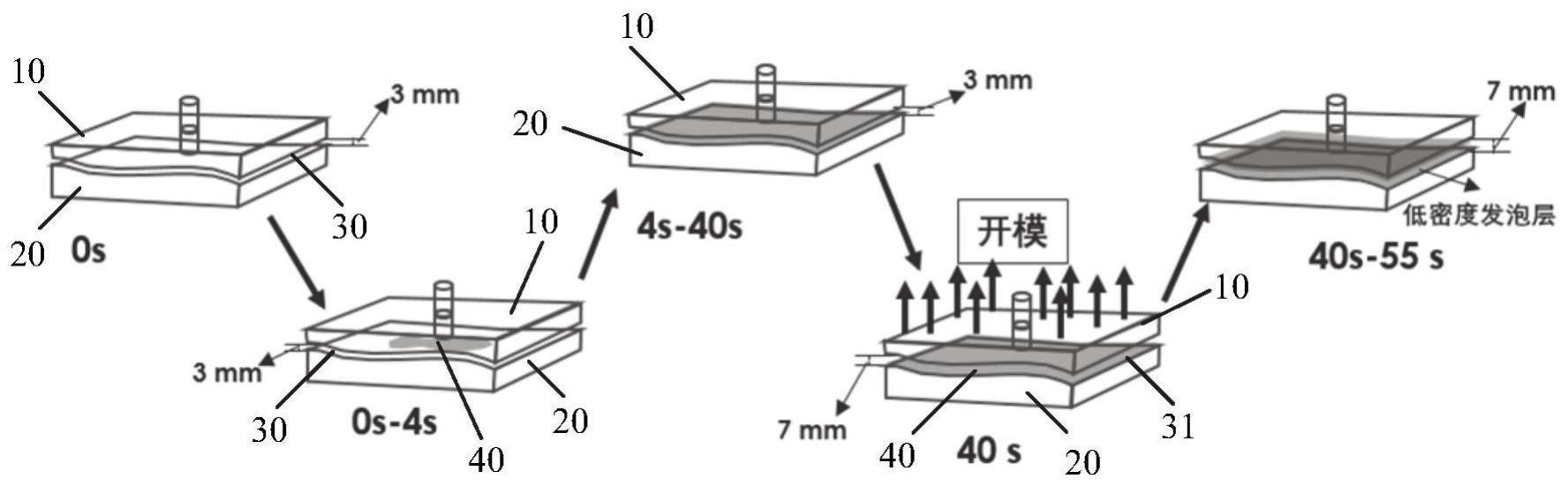
4、s1、模具合模至第一预设位置,形成第一模具型腔空间;
5、s2、向所述第一模具型腔空间内注射发泡料;
6、s3、所述发泡料反应并在所述第一模具型腔内膨胀,待所述发泡料填充满所述第一模具型腔空间;
7、s4、将所述模具向上移动开模至第二预设位置,所述第一模具型腔空间增大形成为第二模具型腔空间;
8、s5、所述发泡料沿所述模具打开方向继续膨胀填充,至充满所述第二模具型腔空间;
9、s6、打开所述模具,取出发泡件。
10、根据本发明的一个实施例,所述步骤s1之前还包括:对所述汽车内饰的塑料骨架进行火焰处理,所述汽车内饰的表皮进行预热,再将所述骨架和所述表皮放置到模具内预定位置。
11、根据本发明的一个实施例,所述步骤s1还包括:将所述第一模具型腔空间加热至工作温度60℃至80℃。
12、根据本发明的一个实施例,所述第一模具型腔空间的厚度为2-4mm。。
13、根据本发明的一个实施例,所述步骤s2的时间为0-4s。
14、根据本发明的一个实施例,所述步骤s3的时间为4-40s。
15、根据本发明的一个实施例,所述第二模具型腔空间的厚度为6-8mm。
16、根据本发明的一个实施例,所述步骤s5的时间为40-55s直至发泡料熟化。
17、根据本发明的一个实施例,所述步骤s3之后还包括:采用密封条密封整个所述第一模具型腔空间。
18、根据本发明的一个实施例,所述步骤s4之后还包括:将所述密封条收起,并对所述第二模具型腔空间进行排气。
19、本发明的积极进步效果在于:
20、本发明轻量化发泡工艺可降低发泡层的密度,从而减轻重量。重量的减少会减少材料的使用,从而降低成本。减少发泡材料的使用也会对环境更友好。
21、所述轻量化发泡工艺只需改变发泡工艺顺序,即可在相同厚度下获得较低密度的发泡层。其帮助发泡材料在空腔中膨胀,在发泡过程中使用开模动作,通过升级发泡工艺,降低发泡层密度,从而减少材料的使用。因此可以使得零部件更轻更便宜。
技术特征:
1.一种轻量化发泡工艺,用于汽车内饰,其特征在于,所述轻量化发泡工艺包括以下步骤:
2.如权利要求1所述的轻量化发泡工艺,其特征在于,所述步骤s1之前还包括:对所述汽车内饰的塑料骨架进行火焰处理,所述汽车内饰表皮进行预热,再将所述骨架和所述表皮放置到模具内预定位置。
3.如权利要求2所述的轻量化发泡工艺,其特征在于,所述步骤s1还包括:将所述第一模具型腔空间加热至工作温度60℃至80℃。
4.如权利要求1所述的轻量化发泡工艺,其特征在于,所述第一模具型腔空间的厚度为2-4mm。
5.如权利要求1所述的轻量化发泡工艺,其特征在于,所述步骤s2的时间为0-4s。
6.如权利要求5所述的轻量化发泡工艺,其特征在于,所述步骤s3的时间为4-40s。
7.如权利要求6所述的轻量化发泡工艺,其特征在于,所述第二模具型腔空间的厚度为6-8mm。
8.如权利要求7所述的轻量化发泡工艺,其特征在于,所述步骤s5的时间为40-55s直至发泡料熟化。
9.如权利要求1所述的轻量化发泡工艺,其特征在于,所述步骤s3之后还包括:采用密封条密封整个所述第一模具型腔空间。
10.如权利要求9所述的轻量化发泡工艺,其特征在于,所述步骤s4之后还包括:将所述密封条收起,并对所述第二模具型腔空间进行排气。
技术总结
本发明提供了一种轻量化发泡工艺,用于汽车内饰,其包括以下步骤:S<subgt;1</subgt;、模具合模至第一预设位置,形成第一模具型腔空间;S<subgt;2</subgt;、向所述第一模具型腔空间内注射发泡料;S<subgt;3</subgt;、所述发泡料反应并在所述第一模具型腔内膨胀,待所述发泡料填充满所述第一模具型腔空间;S<subgt;4</subgt;、将所述模具向上移动开模至第二预设位置,所述第一模具型腔空间增大形成为第二模具型腔空间;S<subgt;5</subgt;、所述发泡料沿所述模具打开方向继续膨胀填充,至充满所述第二模具型腔空间;S<subgt;6</subgt;、打开所述模具,取出发泡件。本发明轻量化发泡工艺可降低发泡层的密度,从而减轻重量。重量的减少会减少材料的使用,从而降低成本。减少发泡材料的使用也会对环境更友好。
技术研发人员:苏昊文,王艳阳
受保护的技术使用者:佛吉亚(中国)投资有限公司
技术研发日:
技术公布日:2024/1/12
- 一种泡棉复合机构的制作方法
- 一种超声波切水口切割器的制作...
- 一种注塑用边角料粉碎机的制作...
- 一种塑料机用定量投料装置的制...
- 一种手摇浮动式抽真空装置的制...
- 一种热流道用免拔阀针气缸的制...
- 一种玻璃钢储罐补漏工具的制作...
- 一种头盔压铆装置的制作方法
- 多嵌制品的嵌件抓手装置的制作...
- 一种密封胶条挤压成型设备的制...
- 还没有人留言评论。精彩留言会获得点赞!