一种基于工业互联网的LED灯具生产制造工艺在线监测分析云平台的制作方法
一种基于工业互联网的led灯具生产制造工艺在线监测分析云平台
技术领域
1.本发明涉及led灯具生产制造在线监测技术领域,具体而言,涉及一种基于工业互联网的led灯具生产制造工艺在线监测分析云平台。
背景技术:
2.随着led灯具的制造工艺的逐步成熟,led芯片技术也随着同步提升。同时,led灯具通过其稳定耐用、节省资源、易于智能控制等多个优秀性能,广泛应用于各行各业,在此大背景下,对led灯具的生产制造工艺进行监测和分析的重要性不言而喻。
3.led灯具的生产制造工艺中最主要的工艺是led芯片的制造,它承接着led灯具的许多性能,因此,需要对led芯片的制造进行监测和分析,而目前led芯片制造的监测通常通过人工进行监测和分析,鉴于此,目前led芯片制造的监测和分析在以下方面存在不足:
4.1.目前对led芯片的点胶质量进行监测和分析时,通常对点胶量、点胶位置和胶体高度进行精准分析,忽略了对点胶材料的状态进行分析,而点胶材料的状态直接影响后续led芯片的点胶效果,目前没有对此进行监测和分析,降低了点胶工艺的监测实际意义,忽略了点胶材料状态对点胶质量的影响,进而无法保障点胶材料的操作环境适宜性和点胶效果,同时还无法为后续led芯片的制造打下夯实的基础。
5.2.目前对led芯片的铝丝压焊质量进行监测和分析时,通常对压焊铝丝的拱丝形状和焊点形状进行监测,忽略了对铝丝压焊过程中的焊接次数、焊接温度和焊接时长进行监测,不仅无法保障铝丝压焊过程的合理性和科学性,同时也无法凸显焊接的可行性,进而无法确保铝丝压焊的精准性和操作规范性,进一步降低了led芯片的性能。
6.3.目前对led芯片的表观质量进行监测和分析时,通常依靠人工对led芯片的外观缺陷、芯片尺寸和扩片信息进行监测,使监测结果存在一定的误差性,不仅对led芯片的后续制造工艺造成影响,同时还因led芯片的扩片信息不符规范造成了一部分的资源浪费,从而降低了工厂的出厂进度和led芯片的出厂合格率。
技术实现要素:
7.为了克服背景技术中的缺点,本发明实施例提供了一种基于工业互联网的led灯具生产制造工艺在线监测分析云平台,能够有效解决上述背景技术中涉及的问题。
8.本发明的目的可以通过以下技术方案来实现:
9.一种基于工业互联网的led灯具生产制造工艺在线监测分析云平台,包括:
10.led灯具生产制造工艺获取模块,用于对led灯具的主要生产制造工艺进行获取,其中主要生产制造工艺包括led芯片预处理制造工艺、led芯片点胶处理制造工艺和led芯片铝丝压焊处理制造工艺;
11.led芯片预处理监测分析模块,用于对指定led芯片对应的芯片外观信息和芯片扩片信息进行监测和分析,由此得到指定led芯片对应的表观质量达标指数;
12.led芯片点胶处理监测分析模块,用于对指定led芯片的点胶处理制造工艺进行监测和分析,由此分析得到指定led芯片对应的点胶达标指数,其中led芯片点胶处理监测分析模块包括点胶材料处理监测分析单元、点胶操作步骤监测分析单元和总体点胶处理分析单元;
13.led芯片铝丝压焊处理监测分析模块,用于对指定led芯片的铝丝压焊处理制造工艺进行监测,并由此分析指定led芯片对应的铝丝压焊达标指数;
14.led灯具生产制造工艺预警分析模块,用于对led灯具的主要生产制造工艺进行预警分析,由此得到预警制造工艺;
15.预警处理终端,用于基于预警制造工艺进行相应的预警提示;
16.信息存储库,用于存储指定led芯片对应的规定回温温度、规定回温湿度、规定回温点胶材料、规定回温时长、允许表面结霜面积和允许未回温完全的固体体积,并存储指定led芯片对应的允许误差距离、规范点胶面积和规范点胶高度。
17.作为优选方案,所述对指定led芯片对应的芯片外观信息和芯片扩片信息进行监测和分析,其具体执行过程如下:
18.通过智能摄像头对指定led芯片对应的芯片外观信息和芯片扩片信息进行获取,得到指定led芯片对应的芯片外观信息和芯片扩片信息;
19.从指定led芯片对应的芯片外观信息中提取芯片体积、芯片电极的长度和厚度,并将其综合分析得到指定led芯片对应的外观匹配指数,记为φ;
20.从指定led芯片对应的芯片外观信息中提取芯片表面存在的机械损伤处数量和各机械损伤处的损伤面积,并综合分析得到指定led芯片对应的缺陷参数,记为
21.从指定led芯片对应的芯片扩片信息中提取指定led芯片扩张后的膜间距,并将指定led芯片扩张后的膜间距与设定的规定膜间距进行对比,得到指定led芯片对应的扩片匹配指数,记为ε;
22.将指定led芯片对应的外观匹配指数、缺陷指数和扩片匹配指数进行综合分析,得到指定led芯片对应的表观质量达标指数,记为η。
23.作为优选方案,所述点胶材料处理监测分析单元用于对指定led芯片对应点胶材料的处理规范进行监测分析,其具体执行过程如下:
24.通过温度传感器和湿度传感器分别对指定led芯片对应的回温环境进行监测,分别得到指定led芯片对应的回温温度和回温湿度,并分别记为w和i,同时通过重量传感器对指定led芯片对应的回温点胶材料进行监测,记为m;
25.依据公式计算得到指定led芯片对应的回温环境评估指数,λ表示为指定led芯片对应的回温环境评估指数,e表示为自然常数,w
′
、i
′
、m
′
分别表示为存储的规定回温温度、规定回温湿度、规定回温点胶材料,δw、δi、δm分别表示为设定的允许回温温度差、允许回温湿度差、允许回温点胶材料差,c1、c2、c3分别表示为设定的回温温度、回温湿度、回温点胶材料对应的影响因子;
26.通过智能摄像头对指定led芯片对应的回温过程视频进行采集,得到指定led芯片
对应的回温过程视频,并从中获取指定led芯片对应的回温时长,记为t;
27.从指定led芯片对应的回温过程视频中提取指定led芯片回温结束后的材料状态图像,并从中提取指定led芯片对应的表面结霜面积和未回温完全的固体体积,分别记为s0和v0;
28.依据公式计算得到指定led芯片对应的回温状态评估指数,δ表示为指定led芯片对应的回温状态评估指数,t
′
、s
′0、v
′0分别表示为存储的规定回温时长、允许表面结霜面积、允许未回温完全的固体体积,δt、δs0、δv0分别表示为设定的允许回温时长差、允许表面结霜面积差、允许未回温完全的固体体积差,c4、c5、c6分别表示为设定的回温时长、表面结霜面积、未回温完全的固体体积对应的影响因子;
29.从指定led芯片对应的回温过程视频中提取指定led芯片对应点胶材料的搅动次数,记为n,并获取各次搅动对应的搅动时长和搅动速度,分别记为ti和vi,i表示为各次搅动的编号,i=1,2,......,n;
30.依据公式计算得到指定led芯片对应的搅动评估指数,γ表示为指定led芯片对应的搅动评估指数,n
′
、δn分别表示为设定的参考搅动次数、允许搅动次数差,t
′
、v
′
分别表示为设定的参考搅动时长、参考搅动速度,δt、δv分别表示为设定的允许搅动时长差、允许搅动速度差,c7、c8、c9分别表示为设定的搅动次数、搅动时长、搅动速度对应的影响因子;
31.将指定led芯片对应的回温环境评估指数、回温状态评估指数和搅动评估指数进行综合分析,得到指定led芯片对应点胶材料的处理规范评估指数,记为
32.作为优选方案,所述点胶操作步骤监测分析单元用于对指定led芯片对应点胶步骤的操作规范进行监测和分析,其具体执行过程如下:
33.通过智能摄像头对指定led芯片对应的点胶操作视频进行采集,并将指定led芯片对应的点胶操作视频进行图像分割,得到指定led芯片对应的点胶操作图像,并从中提取指定led芯片对应的点胶位置,并获取指定led芯片对应的点胶位置与设定的规范点胶位置之间的距离,记为误差距离;
34.从指定led芯片对应的点胶操作图像中提取指定led芯片对应的点胶材料与指定led芯片的接触面积,记为点胶面积,同时提取指定led芯片对应点胶材料的高度,记为点胶高度;
35.将指定led芯片对应的误差距离、点胶面积点胶高度进行综合分析,得到指定led芯片对应点胶步骤的操作规范指数,记为ω。
36.作为优选方案,所述总体点胶处理分析单元用于对指定led芯片对应点胶材料的处理规范评估指数和点胶步骤的操作规范指数进行综合分析,得到指定led芯片对应的点胶达标指数,其具体计算公式为ξ表示为指定led芯片对应的点胶达标指
数,τ1、τ2分别表示为设定的处理规范评估指数、点胶步骤的操作规范指数对应的修正因子。
37.作为优选方案,所述对指定led芯片的铝丝压焊处理制造工艺进行监测,其具体监测方式如下:
38.通过智能摄像头对指定led芯片对应的铝丝压焊处理视频进行获取,得到指定led芯片对应的铝丝压焊处理视频,并从中获取指定led芯片对应铝丝焊接处数量、各铝丝焊接处的焊接时长,分别记为j、j表示为各铝丝焊接处的编号,j=1,2,......,m,同时通过温度传感器获取指定led芯片对应各铝丝焊接处的焊接温度,记为
39.从指定led芯片对应的铝丝压焊处理视频中获取各铝丝焊接处对应的焊点形状轮廓和拱丝形状轮廓,并将其分别与设定的规范焊点形状轮廓和拱丝形状轮廓进行重合对比,分别得到指定led芯片对应各铝丝焊接处的重合焊点面积和重合拱丝面积,分别记为和
40.从指定led芯片对应的铝丝压焊处理视频中获取各铝丝焊接处对应的焊点位置与点胶位置之间的距离,作为目标距离,并记为
41.作为优选方案,所述分析指定led芯片对应的铝丝压焊达标指数,其具体分析过程如下:
42.将指定led芯片对应铝丝焊接处数量、各铝丝焊接处的焊接时长和各铝丝焊接处的焊接温度进行综合分析,得到指定led芯片对应的铝丝焊接评估指数,其具体计算公式为的焊接温度进行综合分析,得到指定led芯片对应的铝丝焊接评估指数,其具体计算公式为表示为指定led芯片对应的铝丝焊接评估指数,j
′
、t
′
、w
′
分别表示为设定的参考铝丝焊接处、参考焊接时长、参考焊接温度,u1、u2、u3分别表示为设定的铝丝焊接处、焊接时长、焊接温度对应的影响因子;
43.将指定led芯片对应各铝丝焊接处的重合焊点面积、重合拱丝面积和目标距离进行综合分析,得到指定led芯片对应的铝丝焊接规范指数,记为
44.将指定led芯片对应的铝丝焊接评估指数和铝丝焊接规范指数进行综合分析,得到指定led芯片对应的铝丝压焊达标指数,其具体计算公式为ζ表示为指定led芯片对应的铝丝压焊达标指数,f1、f2分别表示为设定的铝丝焊接评估指数、铝丝焊接规范指数对应的权值因子。
45.作为优选方案,所述对led灯具的主要生产制造工艺进行预警分析,其具体分析方式如下:
46.将指定led芯片对应的表观质量达标指数与设定的表观质量达标指数阈值进行对比,若指定led芯片对应的表观质量达标指数小于表观质量达标指数阈值,则将指定led芯片对应的预处理制造工艺作为预警制造工艺;
47.将指定led芯片对应的点胶达标指数与设定的点胶达标指数阈值进行对比,若指定led芯片对应的点胶达标指数小于点胶达标指数阈值,则将指定led芯片对应的点胶处理制造工艺作为预警制造工艺;
48.将指定led芯片对应的铝丝压焊达标指数与设定的铝丝压焊达标指数阈值进行对比,若指定led芯片对应的铝丝压焊达标指数小于铝丝压焊达标指数阈值,则将指定led芯片对应的铝丝压焊处理制造工艺作为预警制造工艺。
49.相对于现有技术,本发明的实施例至少具有如下优点或有益效果:
50.1、本发明通过对led芯片对应点胶材料的回温环境、回温状态和搅动状态进行监测分析,同时对led芯片对应点胶步骤的点胶面积、点胶高度和误差距离进行监测分析,进而综合以上得到led芯片对应的点胶达标指数,实现了对led芯片对应点胶工艺的综合性监测分析,弥补了目前led芯片点胶工艺监测分析方式中存在的片面性和单一性,提高了点胶工艺监测的实际意义,直观地显示了点胶材料状态对点胶质量的影响,进而确保了点胶材料的操作环境适宜性和点胶效果,在很大程度上保障了点胶材料的操作环境适宜性和点胶步骤的操作顺畅性,为后续led芯片的制造打下夯实的基础。
51.2、本发明通过对led芯片对应铝丝焊接处数量、各铝丝焊接处的焊接时长和各铝丝焊接处的焊接温度进行监测分析,同时对各铝丝焊接处的重合焊点面积、重合拱丝面积和目标距离进行监测分析,进而综合以上得到led芯片对应的铝丝压焊达标指数,打破了目前led芯片铝丝压焊工艺监测过程中存在的局限性,不仅提升了铝丝压焊的合理性和科学性,同时也提供了更为准确直观的焊接状态数据,在很大程度上确保了铝丝压焊的精准性和操作规范性,强化了led芯片的性能。
52.3、本发明通过智能摄像头对led芯片的外观信息和扩片信息进行监测,并由此分析得到led芯片对应的表观质量达标指数,有效规避了目前led芯片表观质量监测中的误差性,削弱了led芯片的表观质量对后续制造工艺造成的影响,在很大程度上解决了因led芯片的扩片信息不符规范造成资源浪费的问题,促进了工厂的出厂进度,同时还大幅度提升了led芯片的出厂合格率。
附图说明
53.利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
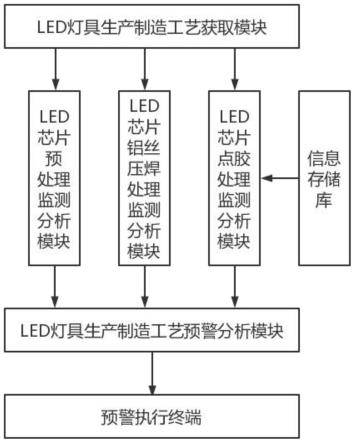
54.图1为本发明系统模块连接示意图。
55.图2为本发明led芯片点胶处理监测分析模块连接示意图。
具体实施方式
56.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
57.参照图1所示,本发明提供一种基于工业互联网的led灯具生产制造工艺在线监测分析云平台,包括led灯具生产制造工艺获取模块、led芯片预处理监测分析模块、led芯片点胶处理监测分析模块、led芯片铝丝压焊处理监测分析模块、led灯具生产制造工艺预警分析模块、预警处理终端和信息存储库。
58.所述led灯具生产制造工艺获取模块分别与led芯片预处理监测分析模块、led芯片点胶处理监测分析模块和led芯片铝丝压焊处理监测分析模块连接,led芯片点胶处理监测分析模块和信息存储库连接,led灯具生产制造工艺预警分析模块分别与led芯片预处理监测分析模块、led芯片点胶处理监测分析模块、led芯片铝丝压焊处理监测分析模块连接和预警处理终端连接。
59.led灯具生产制造工艺获取模块,用于对led灯具的主要生产制造工艺进行获取,其中主要生产制造工艺包括led芯片预处理制造工艺、led芯片点胶处理制造工艺和led芯片铝丝压焊处理制造工艺。
60.led芯片预处理监测分析模块,用于对指定led芯片对应的芯片外观信息和芯片扩片信息进行监测和分析,由此得到指定led芯片对应的表观质量达标指数。
61.作为优选方案,所述对指定led芯片对应的芯片外观信息和芯片扩片信息进行监测和分析,其具体执行过程如下:
62.通过智能摄像头对指定led芯片对应的芯片外观信息和芯片扩片信息进行获取,得到指定led芯片对应的芯片外观信息和芯片扩片信息;
63.从指定led芯片对应的芯片外观信息中提取芯片体积、芯片电极的长度和厚度,并将其综合分析得到指定led芯片对应的外观匹配指数,记为φ;
64.需要说明的是,依据公式计算出指定led芯片对应的外观匹配指数,v、l、h分别表示为指定led芯片对应的芯片体积、芯片电极长度、芯片电极厚度,v
′
、l
′
、h
′
分别表示为设定的规范芯片体积、规范芯片电极长度、规范芯片电极厚度,δv、δl、δh分别表示为设定的允许芯片体积差、允许芯片电极长度差、允许芯片电极厚度差,a1、a2、a3分别表示为设定的芯片体积、芯片电极长度、芯片电极厚度对应的影响因子。
65.从指定led芯片对应的芯片外观信息中提取芯片表面存在的机械损伤处数量和各机械损伤处的损伤面积,并综合分析得到指定led芯片对应的缺陷参数,记为
66.需要说明的是,依据公式计算出指定led芯片对应的缺陷指数,p和s
p
分别表示为指定led芯片对应芯片表面的机械损伤处数量和各机械损伤处的损伤面积,p表示为各机械损伤处的编号,p=1,2,......,x,p
′
、s
′
分别表示为设定的预警机械损伤处数量、预警损伤面积,a4、a5分别表示为设定的机械损伤处数量、损伤面积对应的影响因子。
67.从指定led芯片对应的芯片扩片信息中提取指定led芯片扩张后的膜间距,并将指定led芯片扩张后的膜间距与设定的规定膜间距进行对比,得到指定led芯片对应的扩片匹配指数,记为ε;
68.需要说明的是,依据公式计算出指定led芯片对应的扩片匹配指数,h表示为指定led芯片扩张后的膜间距,h
′
表示为设定的规定膜间距,δh表示为设定的允许膜间距差。
69.将指定led芯片对应的外观匹配指数、缺陷指数和扩片匹配指数进行综合分析,得到指定led芯片对应的表观质量达标指数,记为η。
70.需要说明的是,依据公式计算得到指定led芯片对应的表观质量达标指数,b1、b2、b3分别表示为预设的外观匹配指数、缺陷指数、扩片匹配指数对应的权值因子。
71.在一个具体的实施例中,本发明通过智能摄像头对led芯片的外观信息和扩片信息进行监测,并由此分析得到led芯片对应的表观质量达标指数,有效规避了目前led芯片表观质量监测中的误差性,削弱了led芯片的表观质量对后续制造工艺造成的影响,在很大程度上解决了因led芯片的扩片信息不符规范造成资源浪费的问题,促进了工厂的出厂进度,同时还大幅度提升了led芯片的出厂合格率。
72.参照图2所述,led芯片点胶处理监测分析模块,用于对指定led芯片的点胶处理制造工艺进行监测和分析,由此分析得到指定led芯片对应的点胶达标指数,其中led芯片点胶处理监测分析模块包括点胶材料处理监测分析单元、点胶操作步骤监测分析单元和总体点胶处理分析单元。
73.在一个具体的实施例中,点胶材料包括银胶和绝缘胶,点胶材料处理包括材料回温和材料搅拌。
74.为了使点胶材料内主要成分含量分布均匀,在回温时需对点胶材料进行搅动,但搅动幅度不宜多大,搅动时间不宜过长。
75.需要注意的是,点胶材料未液胶状或表面结霜时,会加快后续芯片损坏进程。
76.作为优选方案,所述点胶材料处理监测分析单元用于对指定led芯片对应点胶材料的处理规范进行监测分析,其具体执行过程如下:
77.通过温度传感器和湿度传感器分别对指定led芯片对应的回温环境进行监测,分别得到指定led芯片对应的回温温度和回温湿度,并分别记为w和i,同时通过重量传感器对指定led芯片对应的回温点胶材料重量进行监测,记为m;
78.依据公式计算得到指定led芯片对应的回温环境评估指数,λ表示为指定led芯片对应的回温环境评估指数,e表示为自然常数,w
′
、i
′
、m
′
分别表示为存储的规定回温温度、规定回温湿度、规定回温点胶材料重量,δw、δi、δm分别表示为设定的允许回温温度差、允许回温湿度差、允许回温点胶材料重量差,c1、c2、c3分别表示为设定的回温温度、回温湿度、回温点胶材料重量对应的影响因子;
79.通过智能摄像头对指定led芯片对应的回温过程视频进行采集,得到指定led芯片
对应的回温过程视频,并从中获取指定led芯片对应的回温时长,记为t;
80.从指定led芯片对应的回温过程视频中提取指定led芯片回温结束后的材料状态图像,并从中提取指定led芯片对应的表面结霜面积和未回温完全的固体体积,分别记为s0和v0;
81.依据公式计算得到指定led芯片对应的回温状态评估指数,δ表示为指定led芯片对应的回温状态评估指数,t
′
、s
′0、v
′0分别表示为存储的规定回温时长、允许表面结霜面积、允许未回温完全的固体体积,δt、δs0、δv0分别表示为设定的允许回温时长差、允许表面结霜面积差、允许未回温完全的固体体积差,c4、c5、c6分别表示为设定的回温时长、表面结霜面积、未回温完全的固体体积对应的影响因子;
82.在一个具体的实施例中,回温点胶材料过多时,会对剩余点胶材料的质量造成一定的影响,从而加重了后续点胶材料的废弃率,而回温点胶材料过少时,无法满足led芯片的点胶需求,进而需要重复解冻点胶材料,延缓了led芯片的生产流程,同时还影响了led芯片的出厂时间。
83.从指定led芯片对应的回温过程视频中提取指定led芯片对应点胶材料的搅动次数,记为n,并获取各次搅动对应的搅动时长和搅动速度,分别记为ti和vi,i表示为各次搅动的编号,i=1,2,......,n;
84.依据公式计算得到指定led芯片对应的搅动评估指数,γ表示为指定led芯片对应的搅动评估指数,n
′
、δn分别表示为设定的参考搅动次数、允许搅动次数差,t
′
、v
′
分别表示为设定的参考搅动时长、参考搅动速度,δt、δv分别表示为设定的允许搅动时长差、允许搅动速度差,c7、c8、c9分别表示为设定的搅动次数、搅动时长、搅动速度对应的影响因子;
85.将指定led芯片对应的回温环境评估指数、回温状态评估指数和搅动评估指数进行综合分析,得到指定led芯片对应点胶材料的处理规范评估指数,记为
86.需要说明的是,依据公式计算得到指定led芯片对应点胶材料的处理规范评估指数,d1、d2、d3分别表示为设定的回温环境评估指数、回温状态评估指数、搅动评估指数对应的权值因子。
87.作为优选方案,所述点胶操作步骤监测分析单元用于对指定led芯片对应点胶步骤的操作规范进行监测和分析,其具体执行过程如下:
88.通过智能摄像头对指定led芯片对应的点胶操作视频进行采集,并将指定led芯片对应的点胶操作视频进行图像分割,得到指定led芯片对应的点胶操作图像,并从中提取指定led芯片对应的点胶位置,并获取指定led芯片对应的点胶位置与设定的规范点胶位置之间的距离,记为误差距离;
89.从指定led芯片对应的点胶操作图像中提取指定led芯片对应的点胶材料与指定
led芯片的接触面积,记为点胶面积,同时提取指定led芯片对应点胶材料的高度,记为点胶高度;
90.将指定led芯片对应的误差距离、点胶面积点胶高度进行综合分析,得到指定led芯片对应点胶步骤的操作规范指数,记为ω。
91.需要说明的是,依据公式计算得到指定led芯片对应点胶步骤的操作规范指数,l0、s1、h0分别表示为指定led芯片对应的误差距离、点胶面积、点胶高度,l
′0、s
′1、h
′0分别表示为存储的允许误差距离、规范点胶面积、规范点胶高度,δl0、δs1、δh0分别表示为预设的允许误差距离差、允许点胶面积差、允许点胶高度差,d4、d5、d6分别表示为预设的误差距离、点胶面积、点胶高度对应的权值因子。
92.作为优选方案,所述总体点胶处理分析单元用于对指定led芯片对应点胶材料的处理规范评估指数和点胶步骤的操作规范指数进行综合分析,得到指定led芯片对应的点胶达标指数,其具体计算公式为ξ表示为指定led芯片对应的点胶达标指数,τ1、τ2分别表示为设定的处理规范评估指数、点胶步骤的操作规范指数对应的修正因子。
93.在一个具体的实施例中,本发明通过对led芯片对应点胶材料的回温环境、回温状态和搅动状态进行监测分析,同时对led芯片对应点胶步骤的点胶面积、点胶高度和误差距离进行监测分析,进而综合以上得到led芯片对应的点胶达标指数,实现了对led芯片对应点胶工艺的综合性监测分析,弥补了目前led芯片点胶工艺监测分析方式中存在的片面性和单一性,提高了点胶工艺监测的实际意义,直观地显示了点胶材料状态对点胶质量的影响,进而确保了点胶材料的操作环境适宜性和点胶效果,在很大程度上保障了点胶材料的操作环境适宜性和点胶步骤的操作顺畅性,为后续led芯片的制造打下夯实的基础。
94.led芯片铝丝压焊处理监测分析模块,用于对指定led芯片的铝丝压焊处理制造工艺进行监测,并由此分析指定led芯片对应的铝丝压焊达标指数。
95.作为优选方案,所述对指定led芯片的铝丝压焊处理制造工艺进行监测,其具体监测方式如下:
96.通过智能摄像头对指定led芯片对应的铝丝压焊处理视频进行获取,得到指定led芯片对应的铝丝压焊处理视频,并从中获取指定led芯片对应铝丝焊接处数量、各铝丝焊接处的焊接时长,分别记为j、j表示为各铝丝焊接处的编号,j=1,2,......,m,同时通过温度传感器获取指定led芯片对应各铝丝焊接处的焊接温度,记为
97.在一个具体的实施例中,芯片焊接时长不宜超过其设定值,焊接时间过长会造成连锡,同时还会使芯片焊接应力和热应力加大,进而造成芯片内部短路、变形、烧坏等损伤,从而加大了led芯片生产过程中的废弃率。
98.从指定led芯片对应的铝丝压焊处理视频中获取各铝丝焊接处对应的焊点形状轮廓和拱丝形状轮廓,并将其分别与设定的规范焊点形状轮廓和拱丝形状轮廓进行重合对比,分别得到指定led芯片对应各铝丝焊接处的重合焊点面积和重合拱丝面积,分别记为
和
99.从指定led芯片对应的铝丝压焊处理视频中获取各铝丝焊接处对应的焊点位置与点胶位置之间的距离,作为目标距离,并记为
100.作为优选方案,所述分析指定led芯片对应的铝丝压焊达标指数,其具体分析过程如下:
101.将指定led芯片对应铝丝焊接处数量、各铝丝焊接处的焊接时长和各铝丝焊接处的焊接温度进行综合分析,得到指定led芯片对应的铝丝焊接评估指数,其具体计算公式为行综合分析,得到指定led芯片对应的铝丝焊接评估指数,其具体计算公式为表示为指定led芯片对应的铝丝焊接评估指数,j
′
、t
′
、w
′
分别表示为设定的参考铝丝焊接处、参考焊接时长、参考焊接温度,u1、u2、u3分别表示为设定的铝丝焊接处、焊接时长、焊接温度对应的影响因子。
102.将指定led芯片对应各铝丝焊接处的重合焊点面积、重合拱丝面积和目标距离进行综合分析,得到指定led芯片对应的铝丝焊接规范指数,记为
103.需要说明的是,依据公式计算得到指定led芯片对应的铝丝焊接规范指数,s
′
焊点
、s
′
拱丝
、l
′
目标
分别表示为设定的规范焊点面积、规范拱丝面积、规范目标距离,u4、u5、u6分别表示为设定的焊点面积、拱丝面积、目标距离对应的影响因子。
104.将指定led芯片对应的铝丝焊接评估指数和铝丝焊接规范指数进行综合分析,得到指定led芯片对应的铝丝压焊达标指数,其具体计算公式为ζ表示为指定led芯片对应的铝丝压焊达标指数,f1、f2分别表示为设定的铝丝焊接评估指数、铝丝焊接规范指数对应的权值因子。
105.在一个具体的实施例中,本发明通过对led芯片对应铝丝焊接处数量、各铝丝焊接处的焊接时长和各铝丝焊接处的焊接温度进行监测分析,同时对各铝丝焊接处的重合焊点面积、重合拱丝面积和目标距离进行监测分析,进而综合以上得到led芯片对应的铝丝压焊达标指数,打破了目前led芯片铝丝压焊工艺监测过程中存在的局限性,不仅提升了铝丝压焊的合理性和科学性,同时也提供了更为准确直观的焊接状态数据,在很大程度上确保了铝丝压焊的精准性和操作规范性,强化了led芯片的性能。
106.led灯具生产制造工艺预警分析模块,用于对led灯具的主要生产制造工艺进行预警分析,由此得到预警制造工艺。
107.作为优选方案,所述对led灯具的主要生产制造工艺进行预警分析,其具体分析方式如下:
108.将指定led芯片对应的表观质量达标指数与设定的表观质量达标指数阈值进行对比,若指定led芯片对应的表观质量达标指数小于表观质量达标指数阈值,则将指定led芯
片对应的预处理制造工艺作为预警制造工艺;
109.将指定led芯片对应的点胶达标指数与设定的点胶达标指数阈值进行对比,若指定led芯片对应的点胶达标指数小于点胶达标指数阈值,则将指定led芯片对应的点胶处理制造工艺作为预警制造工艺;
110.将指定led芯片对应的铝丝压焊达标指数与设定的铝丝压焊达标指数阈值进行对比,若指定led芯片对应的铝丝压焊达标指数小于铝丝压焊达标指数阈值,则将指定led芯片对应的铝丝压焊处理制造工艺作为预警制造工艺。
111.预警处理终端,用于基于预警制造工艺进行相应的预警提示。
112.信息存储库,用于存储指定led芯片对应的规定回温温度、规定回温湿度、规定回温点胶材料重量、规定回温时长、允许表面结霜面积和允许未回温完全的固体体积,并存储指定led芯片对应的允许误差距离、规范点胶面积和规范点胶高度。
113.以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 激光剥离方法和巨量转移方法与...
- 一种银触点的制作方法
- 半导体反应腔室的制作方法
- W波段小型化低交叉耦合片上天...
- 大电流连接器的制作方法
- 半导体器件及其制造方法与流程
- 一种基于铁弹畴壁应力形变存储...
- 半导体结构及其形成方法与流程
- 一种3D打印柔性固态锂离子电...
- 一种具有屏蔽网电极的离子透镜...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1