
对碳钢设备的抗硫化氢腐蚀问题探讨

1 腐蚀种类及机理
硫化氢腐蚀是氢去极化腐蚀。碳钢设备的硫化氢腐蚀主要表现为3种:加速氢鼓包 (HB):氢致开裂 (HIC);应力诱 导氢致开 裂 (SOHIC)的氢损伤过程,尤其是当 pH=4~4.3时更敏感 。
(1)HB形式 : 目前,较多的说法是硫化氢在液相中由于化学的作用,使溶液中产生H 、HS-、S²-, 氢原子 (H) 能向碳钢表面渗透并扩散。同时由于HS-的存在促使H浓度上升,加速了H的扩散速度。当硫化氢的浓度在 (3000~5000)ppm容易出现氢鼓包 。
(2)HIC形式 :碳钢内部不同程度的存在非金属夹杂物或空穴 。原子在向内部扩散中,在夹杂物或空穴处大量聚集 形成分子氢。 由于分子压力作用,使钢材表面变形,形成鼓泡或层状裂纹 (这些裂纹多数与钢材轧制方向平行 )。.
显 然 HIC的主要原因是钢材的结构质量,与拉应力和残余应力无关 。钢材组织含杂质越多,HIC发生的可能性越大 。比如有的球罐出现小面积分层 、鼓泡应该属于这种类型。因此,提高钢材的纯净度,钢中 S<0.002%或更少 ,减少Mn含量,减少类似杂质物在钢中存在,冶炼时钢中适当加 入 Cu、Re、Ca等元素 ,以促进钢中杂质呈球状 ,缓解氢致开裂的形成 。
(3)SOHIC形式:SOHIC是近10年来被人们逐渐认识的,易发生在设备的高应力部位。引发SO-HIC的原因有:制造缺陷裂纹:少数HIC裂纹。在这些裂纹中,由于氢原子的大量聚集形成氢分子压力,进而发展成 SOHIC。它沿着预先存在的裂纹进一步扩展。往往伴随其他腐蚀形式出现,故危害性较大。尤其是在高强钢中,出现应力诱导氢致开裂。渗入钢材中的氢原子在亲合力的作用下生成氢分子,使强度和硬度较高的钢材晶格变形 ,材料韧性降低、在钢材内部引起微裂纹,SOHIC就是在拉应力和残余应力的作用下,钢材微裂纹的发展直至破坏的过程。
大量的事故检查结果表明,SOHIC经常发生在焊缝及热影响区。这些部位因存在高强度。硬度值的大小与钢材的化学成份,力学性能,焊接工艺及焊后热处理工艺有关。因此,为了避免和降低SOHIC,要求HB≤200。
2 可能引起硫化氢腐蚀的因素
(1)钢材的化学成份:在湿硫化氢腐蚀环境中,选择设备的各受压元件的材料十分重要 .这是设计者在了解设备的工作环境后 所要考虑的首要问题 。
众所周知,钢材中影响硫化氢腐蚀的主要化学元素是锰和硫 。锰元素在钢材生产和设备的焊接过程中产生出马氏体/贝氏体高强度、低韧性的微金相组织 ,表现出极高的硬度,这对设备抗SSCC极为不利。硫元素则在钢材中形成MnS、FeS非金属夹杂物,致使局部显微组织疏松,在湿硫化氢环境下诱发HB或SOHIC。GB6954-86和GB699-88两部分.分别对压力容器用钢的锰、硫含量和非金属夹杂物级别做了规定,为设计选材提供了依据 。
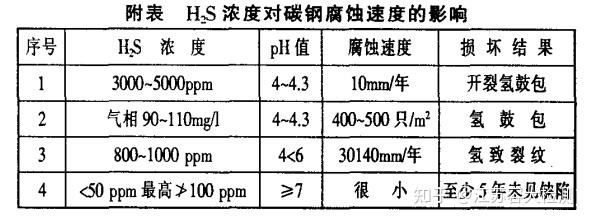
(2)介质中硫化氢的浓度和pH值:液体介质中硫化氢的浓度对碳钢设备的腐蚀影响(详见附表),这种影响也 是因环境不同而区别较大 。

(3)制造缺陷:在制造过程中,由于锻打、精加工、冷作、焊接等原因 ,在设备的表面留下了划痕、凹坑、裂纹等制造缺陷,当设备在湿硫化氢工作环境下运转时,这些缺陷极易引发SOHIC,大量硫化氢腐蚀破坏事例说明 ,开裂往往起源于设备接触介质的壁面缺陷处 。有的设备投产仅3、4个月,就因泄漏 而停产检修,给使用设备单位的生产造成极大损失,这一种应引起注意。
(4)结构设计:结构设计的影响一般表现在SOHIC方面。结构设计的不合理易引起该部位的应力集中,产生局部拉应力,在含硫化氢介质作用下诱发SOHIC。结构设计的影响主要有两个方面:①设备的同一受压元件形状或尺寸发生突变;②异种钢材的焊接 。
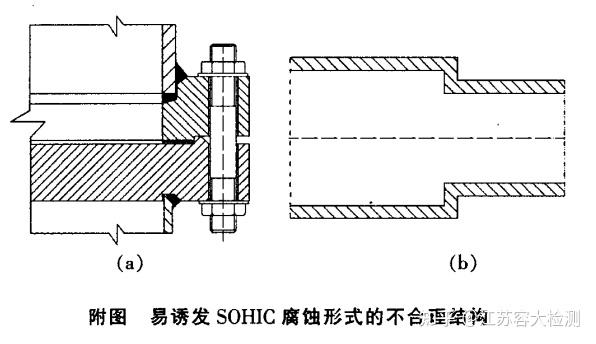

典型结构是管板兼做法兰的固定管板换热器厚管板与薄壁筒体的焊接如图 a,该部位除存在焊接热应力外,还存在因壁厚不同而产生的不连续应力,操作过程中还将产生法兰弯矩的弯曲应力。图 b所示是同一受压元件的形状和尺寸发生突变,容易在死角处造成腐蚀介质积聚或停滞,形成溶差电池,而且在突变部位也存在不连续应力。异种钢的焊接,因金相组织的意义差异或合金成份的不同,焊缝出现裂纹的现象较为普遍。
3 讨论和建议
综上所述,要提高碳钢设备抗硫化氢腐蚀能力,宜从以下几方面做好工作:
(1)设计工作:首先要慎选设备各压力元件的材料,设计者一旦明确了设备的湿硫化氢工作环境后, 应选用现行材料规范中含低锰、低硫元素钢材,我们知道16MnR的锰含量较其他碳钢的锰含量高。因此,16MnR钢材对硫化物更敏感 ,更易受湿硫化氢腐蚀。所以.新设计的湿硫化氢工作环境的碳钢设备,尽量不用16MnR钢材做受压元件。如必须用时可做表面防护,例如在钢材表面喷锌、铝并加涂料封闭防护办法,可延缓或阻止各类氢损伤的过程。
其次,设计图纸上应明确该设备存在硫化物应力腐蚀倾向,以引起制造和使用的重视。并对焊缝及其热影响区,提出严格的探伤和消除内应力的热处理要求,且 要求焊缝区域的HB≤200。 因为严格的探伤检查,可将焊缝中的气孔和夹杂限制到最低值,焊后热处理能达到消除焊接残余应力,避免焊缝及热影响区产生裂纹,改善焊缝接头的力学性能的目的,是增强碳钢设备抗硫化氢腐蚀的一种有效方法。
此外,努力做到结构设计合理,避免较大的应力集中。 例如 ,将 前 面提到 的管 板兼 做法 兰 的换热器改成薄管板结构;形状和尺寸突变处采用圆弧过渡;尽量不采用异种钢材焊接,但不得不采用异种钢材焊接的场合,设计上要加以妥善处理 。
(2)制造过程 :对图样上标明有硫化物应力腐蚀倾向的设备 ,首先要做好材料的购买和复验工作。除要求供货方按有关规定提供材料的质量证明书外,主要受压元件的材料应做理化复验,检查锰、硫含量及非金属夹杂物是否超标,各项力学性能是否符合要求,坚决做到不合格钢材不投料。
其次,认真做好焊接工艺评定及探伤检查,制定合理的焊后热处理工艺,保证焊缝区域的HB200:强化各制造工序质检,避免或减少设备接触硫化氢介质侧面的划痕和凹坑缺陷 ,不允许存在加工裂纹。
(3)使用维护:装置因故长期停产或闲置不用时,碳钢设备应用氮气或天然气体保护。装 置运转过程中,保持操作压力和操作温度的稳定,防止产生疲劳腐蚀。在用设备的焊接修补,要做好焊接预热、探伤检查、焊后消除内应力的热处理工作。